2. Introduction to Sporting Protective Equipment
Injuries in sport are common and place a significant burden upon participants and national economies [
43,
44], estimated at
$525 (~£380) million per year in The Netherlands [
45] for example. The main methods of intervention are elimination, modification (a reduction in severity or likelihood of injury) and reaction (i.e., medical) [
44]. Preventative measures such as sports safety equipment, and/or rule changes, are more cost effective than reactive procedures [
44] and successful products can increase a manufacturer’s share of the sporting goods market (~
$90/£66 billion in the USA in 2017 [
46]). Sporting PE is intended to reduce risks and is typically either an addition to the playing field or environment (i.e., crash matt or barrier, known herein as PE) or PPE. Both equipment types provide; (i) protection against impact, dissipating and absorbing energy while reducing peak forces/accelerations, pressures and in some cases such as helmets, impulses [
43,
44,
47,
48,
49] and (ii) protection from penetration, abrasions and lacerations [
18,
47,
48,
50]. Sporting PPE can also provide support to joints, muscles and the skeleton [
18,
44,
47,
48,
51].
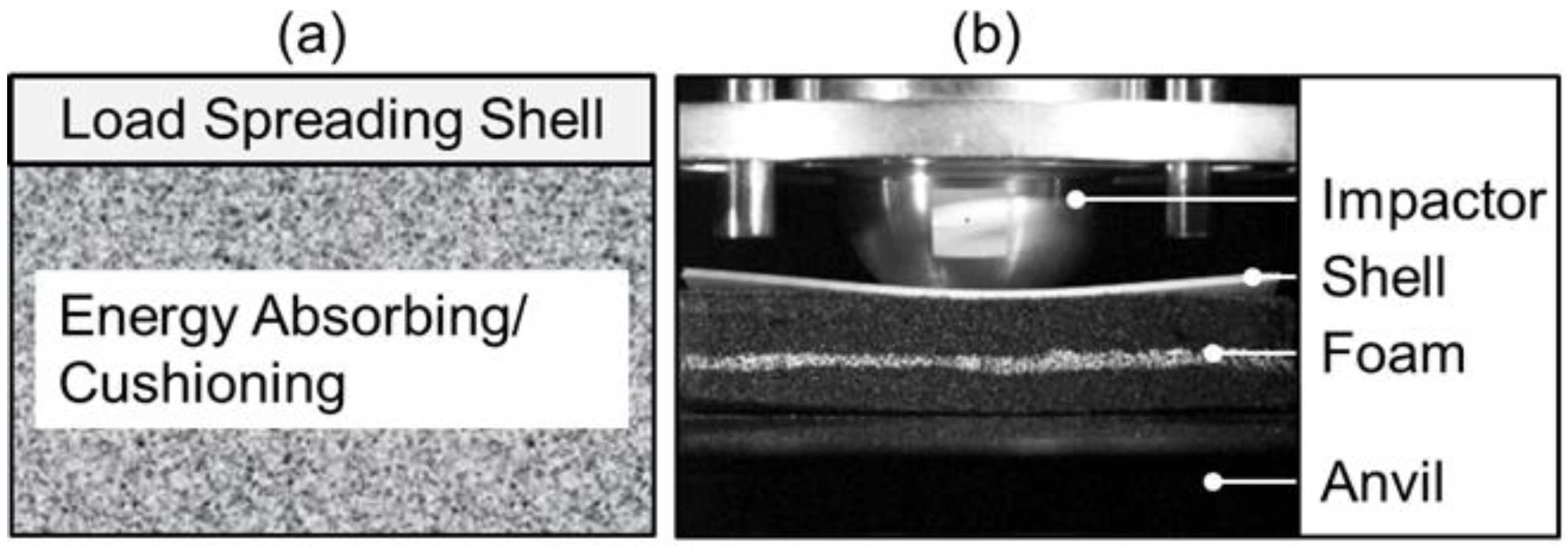
Sporting PPE (
Figure 2a) often contains a shell—typically a stiff material or non-Newtonian fluid layer—to spread forces and reduce pressures [
47,
48,
50,
52]. Impacts are typically attenuated by elastic [
44,
52], viscoelastic and/or permanent deformation (i.e., crushable foam in cycling helmets) of a cushioning material with a lower compressive stiffness than the shell [
47,
48,
50,
52]. Visco-elastic and permanent deformation reduce impulses, improving the level of protection [
44].
Sporting PPE must sometimes cover large areas and should ideally be low in mass and bulk to reduce restriction of movement, fatigue and heat build-up. Foam is typically used for the cushioning layer in PPE, and with limited thickness to compress and decelerate impacting bodies material selection is crucial. In contrast, PE such as crash mats (where bulk, mass and ergonomics are less critical) are often large and thick, allowing more gradual deceleration over a greater distance through compression of relatively compliant foam [
52]. For both sporting PE and PPE, deceleration (or force) ideally reaches a maximum yet safe value at low strains, before plateauing and deforming with no additional load to safely maximise energy absorption (the integral of decelerating force with respect to deformation) before foam densification (at high strains) causes high deceleration (or force) [
53]. Crash mats are used in a variety of conditions; protecting skiers, snowboarders and mountain bikers (who can travel at high speeds) from hazards on a mountain (i.e., lift poles or trees), often in extreme and variable climates, to providing padding to gymnasts on flat surfaces at room temperature.
Sport safety equipment is often certified according to tests specified in standards and regulations (i.e., [
54,
55,
56,
57,
58]), which typically specify a maximum allowable peak force/acceleration under impact (i.e.,
Figure 2b). To perform well in these tests, a product should absorb or dissipate as much energy as possible to prevent force/acceleration from passing its allowable limit [
59]. Criteria within standards (such as impact energies, velocities and masses) are not always well justified and tests typically feature fixed rigid anvils rather than biofidelic (human like) surrogates, meaning they are not overly representative of the scenarios where the equipment may be required to perform [
44]. In some cases there is no standard, so manufacturers certify products against a standard for another safety device, which can be misleading for consumers. McIntosh discusses the increased chance of injury when perceived protection offered by equipment is incorrect [
19].
Crash mats are typically certified to BS EN 12503-1:2013 [
60] as intended for gymnasium use, but include impact tests for outdoor activities such as pole vaulting. BS EN 12503-1:2013 is not reflective of the sometimes harsh and variable outdoor environment (weather conditions, surfaces, etc.) where these mats can be located, and tested parameters do not reflect realistic impacts [
58]. There are other occasions where specific standards are not available, and so a proxy is used. Two examples from snow sports are wrist protectors, certified to EN 14120:2003 [
61] for roller sports [
51], and back protectors, which are often certified to EN1621 (motorbike) [
62]. Schmitt et al. found that snow sport participants expect back protectors to protect the spine, but EN1621 does not test against scenarios likely to cause spinal injury [
18]. Inspection of PPE (impact shorts, knee guards, elbow guards and back protectors etc.) marketed for adventure sports including mountain biking, kayaking and snow sports shows EN1621 [
62] & EN 14120:2003 [
61] (for motor-biking) are repeatedly used in place of a dedicated standard.
Some standards have received criticism for not providing adequate tests even when applied to their intended field. Reaction to a number of high profile deaths and serious injuries as well as multiple awareness campaigns [
63] raised the issue of helmet use in snow sports considerably, but head injury rates have remained fairly constant [
63,
64]. Scandals in the National Football League (NFL) culminated in high proportions of Chronic Traumatic Encephalopathy (CTE, up to 99% in a bias but large sample set) that could have contributed to early death, suicide and dementia in players [
65].
In some cases, equipment and regulations intended to protect sports people are clearly unsatisfactory. As an example of equipment not meeting expectations, attenuation of rotational acceleration is thought to be critical in protection from concussion in sports [
66,
67]. Standards, however, typically assess helmets based upon their attenuation of linear accelerations (e.g., EN1077 & ASTM F2040, & F1446 [
54,
56,
68]) and resistance to penetration (e.g., EN1077 [
56]) based upon direct impacts [
69,
70]. Standards can be updated or replaced, for example BSI 6685-1985 for motorised vehicle helmets (a previous revision of Reference [
71]) replaced BS2495:1977 and BS5361:1976 to include oblique impacts. The standard for cricket helmets (BS7928:1998) was amended (BS7928:2013) to include impacts by cricket balls [
72] following findings that cricket helmets were not sufficiently attenuating acceleration under high speed impacts [
73]. Commuter cycling (where cyclists travel alongside motor vehicles) is becoming increasingly popular due to clear benefits to health, congestion and emission levels, as well as improved facilities such as dedicated lanes. Safety concerns are a major barrier to participation in commuter cycling [
74,
75] but helmets are still only certified to protect from linear accelerations [
76].
Sports equipment is a competitive, rapid uptake market. Manufacturers search for new technology to remain competitive, achieve the highest possible levels of certification and improve safety. One approach to solve the problem of rotational acceleration in helmets is a slip plane between the shell and crushable foam [
77]. Slip plane technology is included in some commercial helmets, despite a lack of experimental evidence to support a reduction in concussion risk [
78,
79,
80,
81], highlighting the problem caused by insufficient standards. As an example of material development in sporting PPE, trends over the past twenty years have favoured lightweight, ergonomic equipment which does not sacrifice performance in standard tests [
49]. Non-Newtonian fluids with high energy absorption were developed and can act as both a shell and cushion [
82,
83], offering comfort and flexibility under normal use and increased stiffness under impact. Non-Newtonian materials in isolation can pass certification tests for sporting PE and PPE [
18,
44,
47,
48,
50]. Scientific literature highlights limitations in standards, as well as associated certified products including helmets [
69,
79,
80,
81], back protectors [
18,
50] and wrist protectors [
51,
84,
85]. Recent trends look to include the use of more representative surrogates rather than rigid anvils [
84,
86,
87] and tests designed for specific sports [
50,
51] to replace proxy standards (e.g., [
61]). Solutions including novel materials are needed to reduce the effect of sports injuries and meet required improvements to standards (i.e., as per BSI 6685-1985 [
71] and BS7928:2013 [
72]).
4. Expected Characteristics and Supporting Evidence
Beneficial characteristics of auxetic materials include increased shear modulus, indentation resistance [
10,
30], dynamic [
274,
275] and static compressive energy absorption [
8,
37] and decreased bulk modulus [
10,
30]. Increased indentation resistance [
30] and compressive energy absorption [
2,
8,
33,
37,
204] have been shown experimentally in comparisons of auxetic and conventional foams. Lateral expansion due to axial tensile loading makes auxetic structures/materials ideal candidates for straps in apparel, increasing area to spread increasing loads and prevent ‘digging in’ [
276]. Many of the characteristics which provide unique enhancements for auxetic materials come from Elasticity theory [
10,
277].
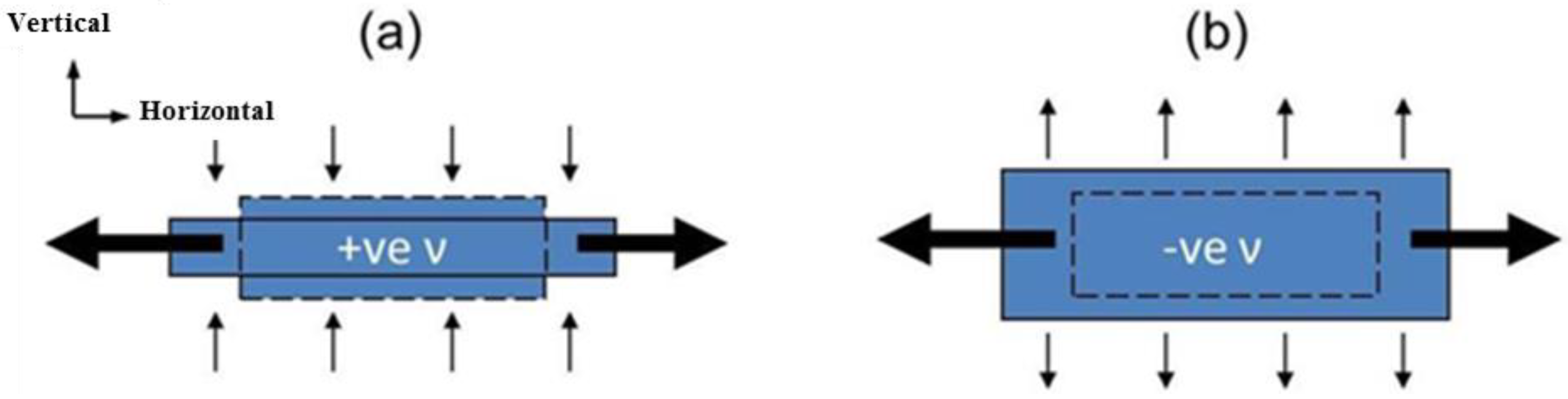
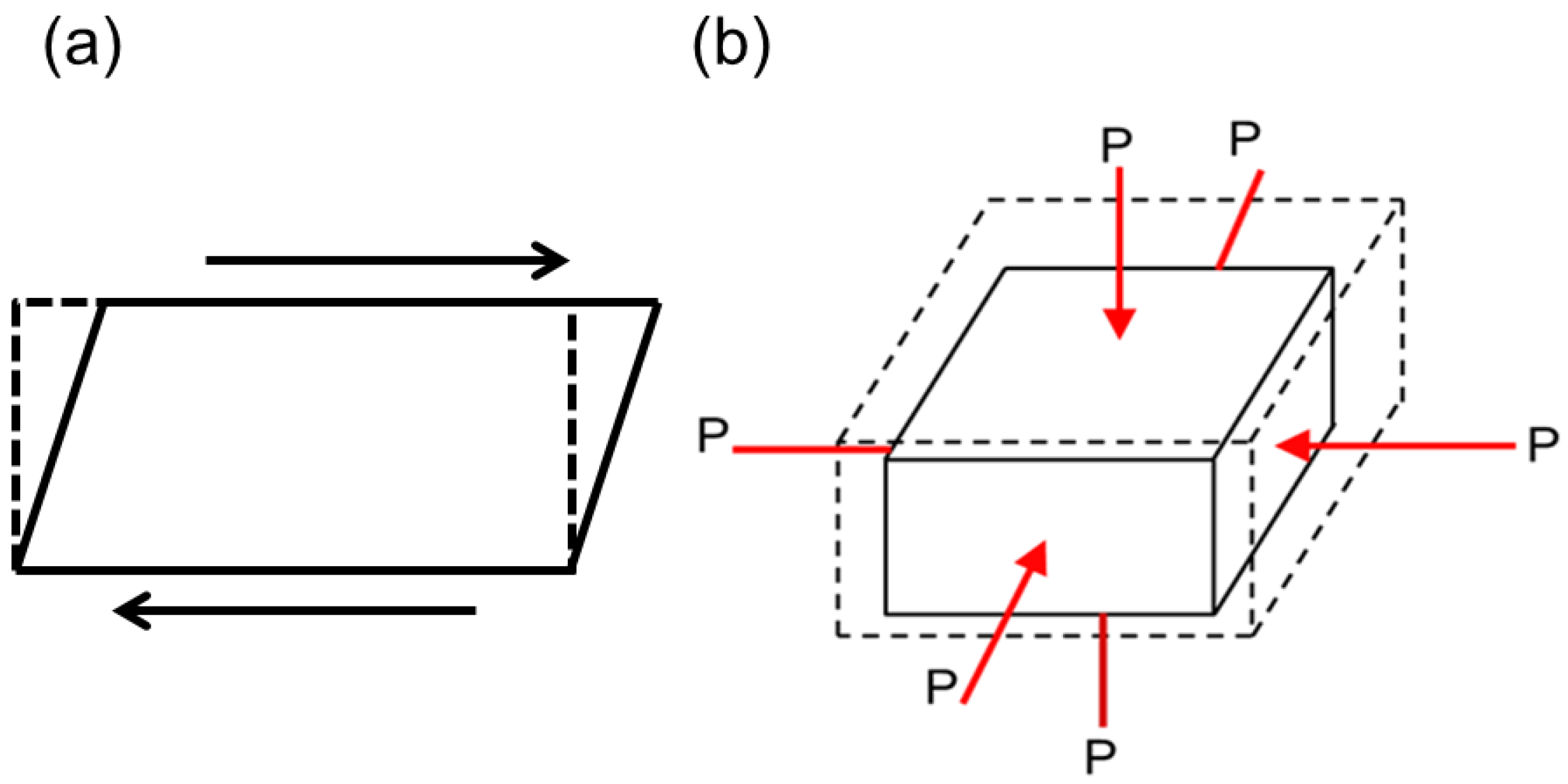
For isotropic materials experiencing elastic deformation, Young’s modulus (
E) and shear modulus (
G) are related (
Figure 5a, Equation (1)), as are Young’s modulus and bulk modulus (
K,
Figure 5b, Equation (2)) [
278]:
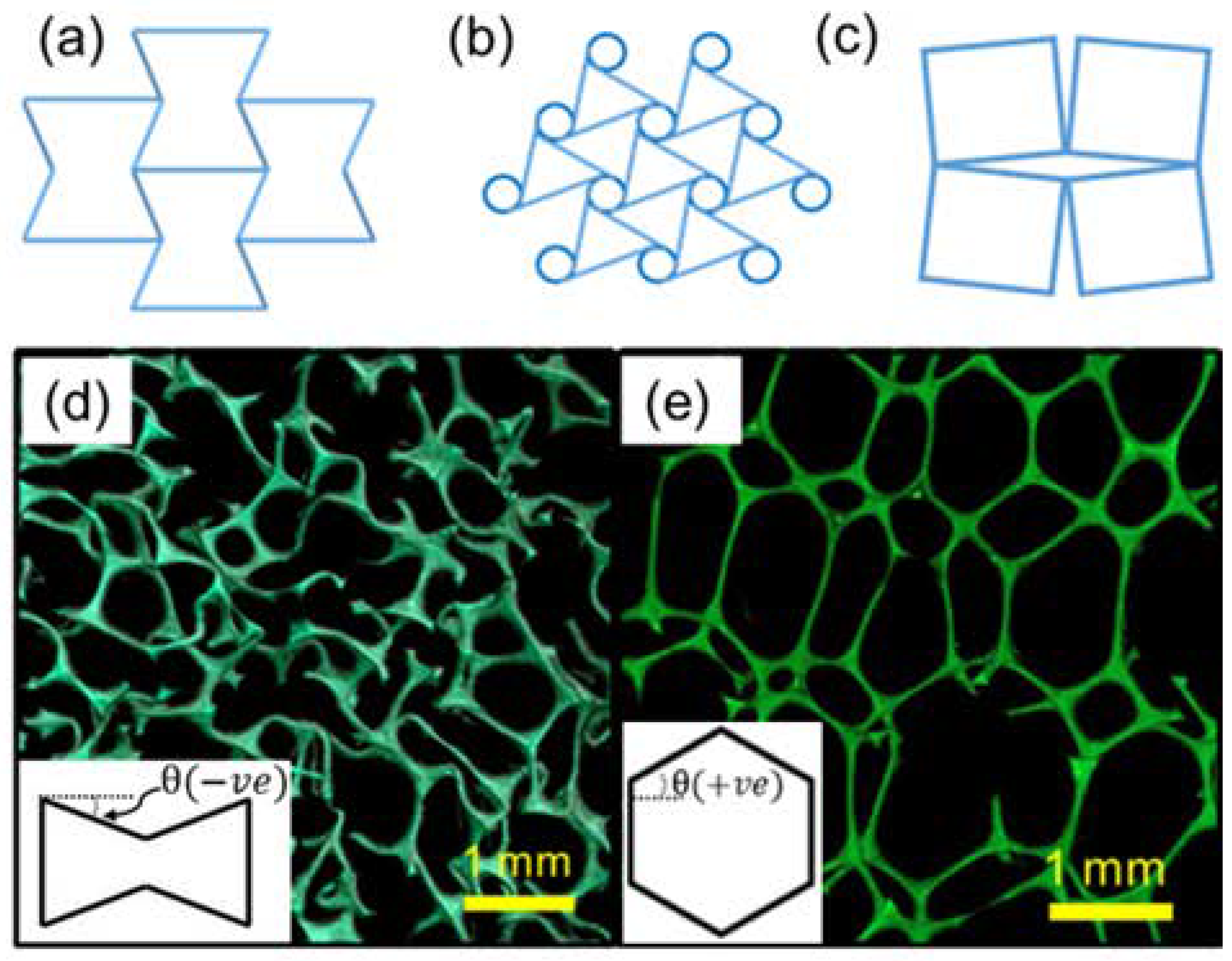
Elasticity theory states that Poisson’s ratio must be between −1 and 0.5 for 3D isotropic materials [
118,
279,
280], and between −1 and +1 for 2D isotropic materials [
281]. From Equations (1) and (2), as Poisson’s ratio tends towards −1 both shear (Equation (1)) and bulk (Equation (2)) modulus are driven towards extremely high or low values (respectively) in a 3D isotropic material.
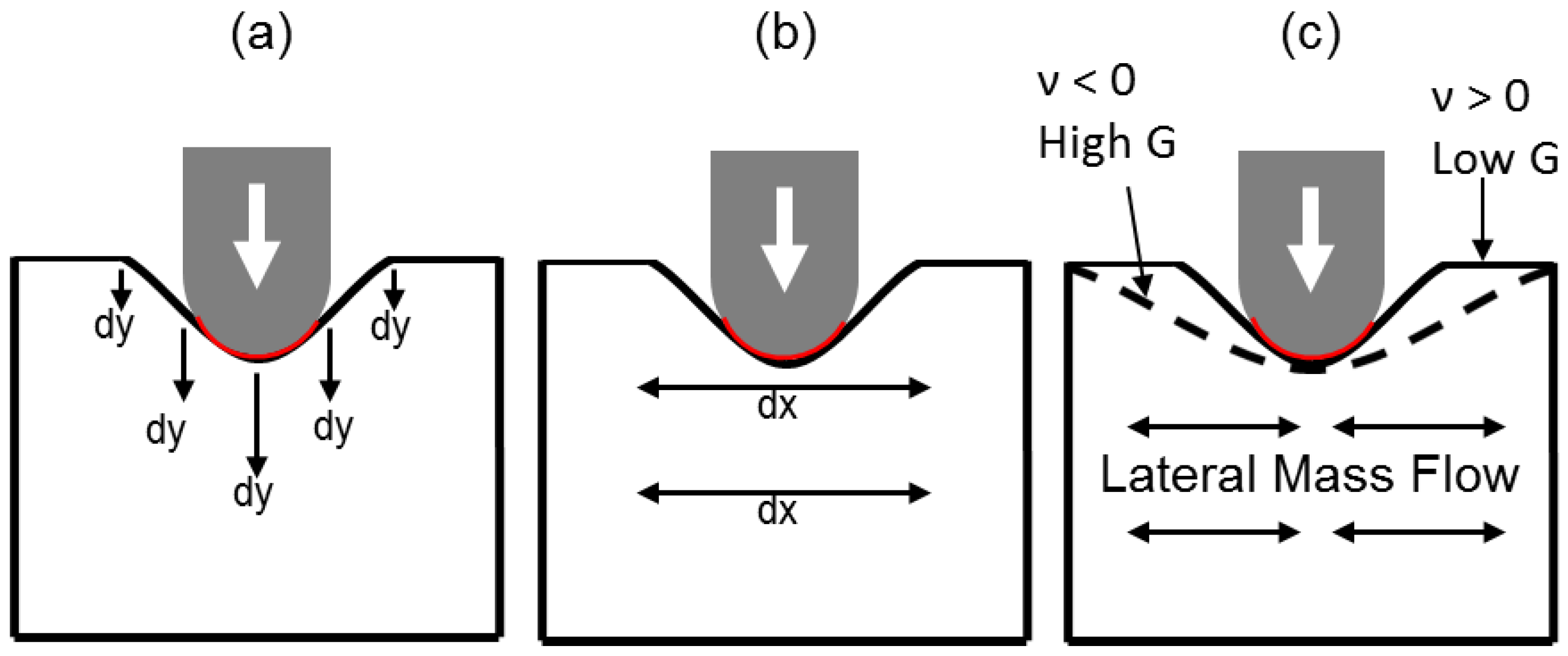
Indentation resistance is a measure of the load required to indent a material (
Figure 6a,b). From elasticity theory, Hertzian indentation resistance (
H, Equation (3)) for an isotropic material compressed with a uniform indenter depends on Poisson’s ratio, Young’s modulus and a constant (
x) related to the shape of the indenter [
31].
A material with large indentation resistance, but low Young’s modulus, could be used in a protective pad that will deform by a similar amount for high or low area (i.e., flat surface vs. studded) impacts. Such a pad would be more versatile, reacting to different surfaces to optimise its resistance to deformation [
282]. Assuming a constant Young’s modulus, as Poisson’s ratio tends towards −1, a material should exhibit infinitely higher resistance to shear deformation (
Figure 5a, Equation (1)) and high indentation resistance (
Figure 6, Equation (3)), while becoming increasingly easier to deform volumetrically (
Figure 5b, Equation (2)). Infinite shear modulus and maximum indentation resistance and volumetric compressibility can only be achieved elastically and isotropically with auxetic materials [
10], and increased indentation resistance has been shown experimentally [
30,
31,
283].
Equation (3) for Hertzian indentation resistance comes from elastic properties and assumes; (i) the surfaces are continuous and have non-conforming profiles; (ii) the area of contact (
Figure 6) is much smaller than the characteristic dimensions of the contacting bodies; (iii) the strains are small and purely elastic and (iv) the surfaces are frictionless at the contact interface. These four assumptions for Hertzian indentation are not always held, although Equation (3) is often referred to and discussed in the context of non-Hertzian indentations [
284,
285]. Sporting PPE typically has a low thickness, so does not often meet assumption (ii). A finite thickness model has been developed for soft and thin cushion materials where Hertzian theory is expected to become invalid, and auxetic cushions were found to reduce the contact pressure on the buttocks (indenter) [
286]. In another approach, Equation (3) has been adapted for thin sheets of rubber [
287], to include a correctional multiplier based on a ratio of contact area between the sheet and indenter (
At,
Figure 6) and the sheet’s thickness (
at) (Equation (4)). As thickness decreases towards zero, contact area/thickness increases and the correction tends towards unity. The force required to indent rubber to a specific depth increases as thickness decreases, but it is unclear if the same trend applies to NPR materials. The final assumption of zero friction has been shown through FEM and continuum mechanics to be invalid in simulations of infield situations [
285,
288,
289,
290]. In these simulations, friction was found to enhance NPR’s contribution to indentation resistance.
Equations (3) and (4) are for instantaneous, linear values. They do not, therefore, account for the different amounts of densification and possible hardening caused by lateral deformation due to Poisson’s ratio (
Figure 6c). Auxetic foam (with a relatively high shear modulus, Equation (1)) should resist shear deformation more than its conventional counterpart. Auxetic foam’s upper surface would, therefore, compress as a larger, flatter area (represented by the dashed line,
Figure 6c) as shown in cylindrical indentations [
30] and using FEM [
291]. FEM and analytical models also report a reduction in contact area for simulations with NPR materials [
292], suggesting that deformation occurred over a larger radius, rather than the foam wrap** around the indenter. The opposite effect (auxetic foam wrap** around the indenter) has been predicted in FEM simulations of low strain indentation of 2D linear-elastic isotropic blocks [
183] and also observed during impacts with a hemispherical dropper onto samples covered with 1 to 2 mm thick polypropylene sheets [
3]. In the FEM study, a lower Young’s modulus as well as NPR was employed for the auxetic foam, providing a shear modulus almost a factor of 2 lower than the conventional foam (Equation (1)), which possibly explains the discrepancy. In the experimental study, the added complexity when considering multi-material systems (e.g., featuring a stiff shell and compliant foam), hemispherical or studded indenters (rather than cylindrical) and high strain rates caused by impact could explain the observed differences. The relationship between the shell and foam’s elastic moduli (as discussed in relation to coatings [
293,
294]), the foam’s Poisson’s ratio [
292,
294] and synclastic/anti-synclastic (domed or saddled) bending in the upper surface may affect indentation resistance.
Hertzian indentation requires corrections for high strain indentations, impacts of non-linear materials or multi-material systems typical in sporting PPE [
47,
48] and, therefore, testing of auxetic foams for sports applications [
285,
288]. As noted above, friction (assumption iv) is expected to amplify increases in indentation resistance caused by NPR [
285,
288], and a correction factor has been applied [
288]. Experimental indentations of auxetic materials, particularly foams, are not common [
7,
30], although some limitations of Hertzian indentation theory have been noticed and discussed [
30]. Further significant modelling and experimental research examining NPR’s effect on indentation responses of conforming, non-linear, anisotropic materials subject to a range of indenter sizes and shapes is therefore required.
One of the difficulties in testing NPR’s effect on expected benefits (i.e., impact force attenuation or indentation resistance) when using foam is changes to Young’s modulus and stress-strain relationships following fabrication [
9,
295]. Studies report auxetic foams with lower initial Young’s modulus than their conventional counterparts [
189,
274,
295]. Reduced Young’s modulus has been attributed to the presence of buckled ribs in the auxetic foam being easier to deform than the straighter ribs of the conventional foam [
295]. Elasticity theory (Equation (1),
Figure 5a) also supports a reduction in Young’s modulus as Poisson’s ratio decreases if shear modulus remains constant. Auxetic foams typically have a higher density than their open cell parent foam, so the reduction in Young’s modulus is contrary to the usual expectation of an increase in Young’s modulus with increased density [
118]. Note, though, that Gibson and Ashby refer to a density increase caused by thicker ribs, whereas in the auxetic foam fabrications density increases due to changes in rib orientation. Gibson and Ashby’s cellular solid theory actually indicates that Young’s modulus can either increase or decrease when moving from a hexagonal to a re-entrant cell geometry, characteristic of auxetic foams [
118]. The increased Young’s modulus is allowed by elasticity theory—materials with the same bulk modulus (Equation (2),
Figure 5b) will have increased Young’s modulus as Poisson’s ratio decreases. Increases [
2,
190,
197,
204] as well as the aforementioned decreases in Young’s modulus [
9,
274,
295] have been reported in auxetic foam fabrications.
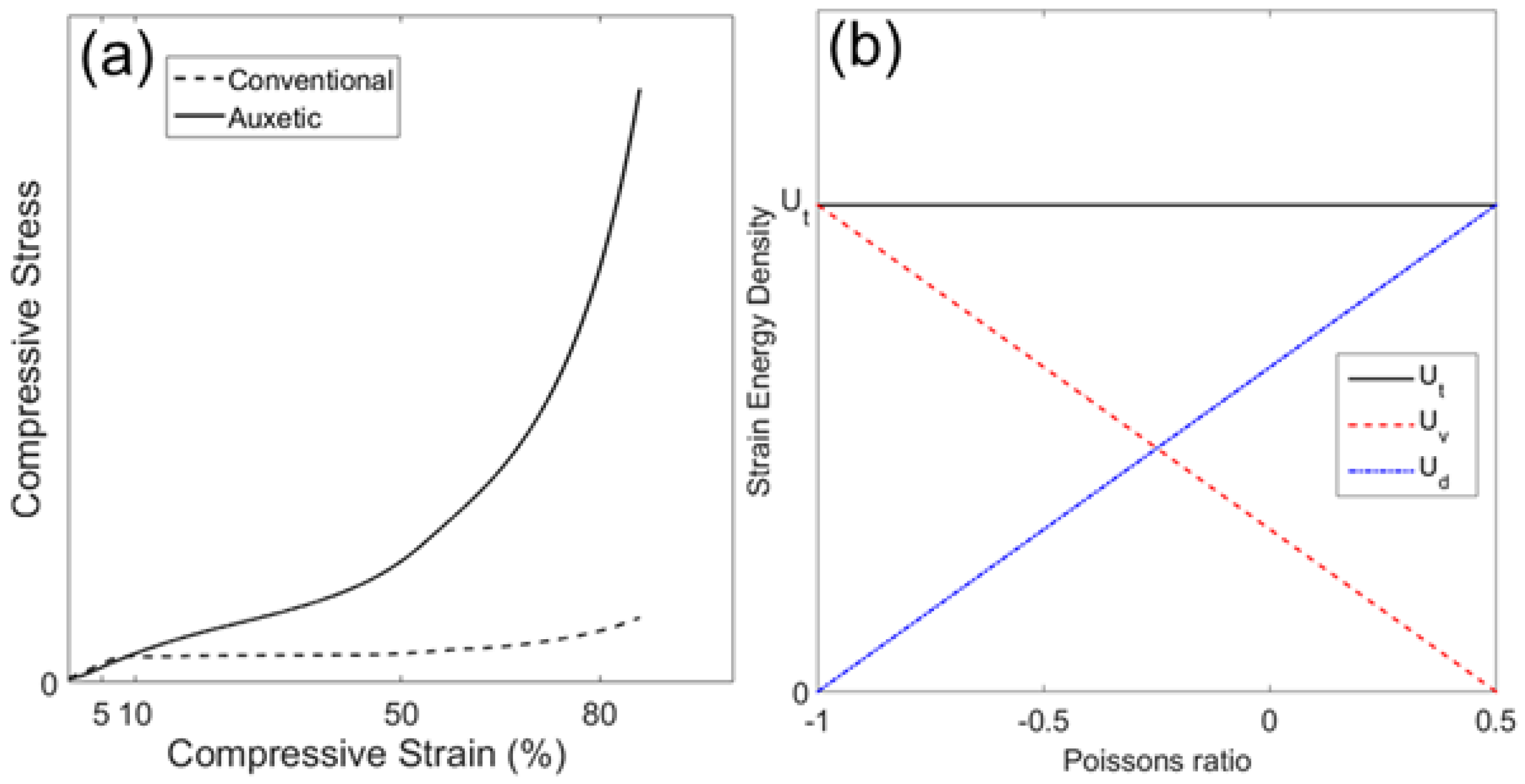
The re-entrant structures in auxetic foams typically give an initially quasi-linear compressive stress-strain curve, with hardening as pores close at higher compression levels (>~50%) [
9,
183,
185,
275,
282]. Conventional open cell foams exhibit a low-stiffness plateau region due to buckling of cell ribs between ~5% and 80% strain (
Figure 7a) [
118]. Both of these cases have been explained numerically and validated experimentally [
23,
118]. It should be noted that the relatively linear and plateauing stress-strain relationships only apply to specific forms of cellular materials that adapt a re-entrant structure, including PU foams [
9,
23] and 2D honeycombs [
96]. Exceptions have been recently presented; re-entrant auxetic PU foams with a plateau region [
23,
195].
For a linear elastic isotropic material subject to a uniaxial stress
, the total strain energy density (
Ut) is the sum of the volumetric strain energy density (
Uv) and the distortional strain energy density (
Ud), which are related to the Young’s modulus and Poisson’s ratio (i.e., [
278]):
In
Figure 7b, an applied compressive uniaxial stress and Young’s modulus are arbitrarily equated to 1 kPa for simplicity. Plotting these values in Equations (5) and (6) between elastic limits of −1 and 0.5 for Poisson’s ratio (
Figure 7b) shows an increase in volumetric strain energy density and a reduction in distortional strain energy density as Poisson’s ratio tends towards −1. Auxetics material’s tendency to volumetric (rather than distortional deformation) could effectively increase indentation resistance (
Figure 6c, Equations (3) and (4)). As Poisson’s ratio decreases, so does the stress concentration at a crack’s tip, preventing crack propagation and increasing toughness [
296,
297]. Von Mises and maximum shear stress theory both define failure when distortional strain energy exceeds a maximum value. The reduction in distortional strain energy (to zero,
Figure 7b) as Poisson’s ratio reduces to −1 [
279] is, then, expected to lead to an increase in toughness. A natural example of where this may be exploited may be found in the nacre layer of certain seashells. Nacre has a reported tensile NPR of the order of ~−0.1 [
93] and ~−0.4 [
298] which is thought to increase volumetric strain energy density by ~eleven times while more than halving distortional strain energy density, allowing the system to absorb more energy before failure [
298].
Increased energy absorption has been shown experimentally for auxetic foam; under flat plate [
33] and studded impacts [
274], quasi-statically with flat compression plates [
8], within aluminium tubes [
299] and with a studded indenter and a stiff shell [
7]. When compressed cyclically at high strain rates (0.036 to 0.36 s
−1 [
300] and 0.033 s
−1 [
2,
274]) auxetic foams absorbed up to sixteen times more energy than open cell foams of a different polymeric composition and equivalent density, therefore appearing more useful in cushioning layers of sporting (and general) PE & PPE. The differences in energy absorption do not account for changes in stress/strain relationship or strain rate dependency between conventional and auxetic samples. As strain rates increased, Young’s modulus and the magnitude of NPR increased marginally in samples of auxetic PU foam [
301]. In some cases the increased linear elastic range of the auxetic foam compared to the parent foam with a plateau region in the stress-strain relationship could have contributed to higher energy absorption [
2,
8,
33].
Energy absorption, strain rate dependency and (often) indentation resistance combine to influence performance under impact. Theoretically beneficial for impact protection [
282], auxetic foam samples have been shown to exhibit between ~three and ~eight times lower peak force under 2 to 15 J impacts adapted from BS 6183-3:2000 for cricket thigh pads [
3,
8,
55]. During a comparison of high strain rate compression (20 to 40 J) to a conventional commercial foam of similar density, auxetic samples exhibited (1.2 to 1.8 times) higher peak acceleration, but also exhibited higher compressive elastic modulus [
2]. Peak forces can be further decreased (1.2 to 1.5 times) during 5 J impacts by impregnating auxetic foam with shear thickening fluid [
302].
Inward material flow has been shown under impact by rudimental visual inspection of high-speed camera stills, and the samples with the greatest magnitude of NPR exhibited higher lateral contraction, lower through thickness deformation and a similar peak force to other samples [
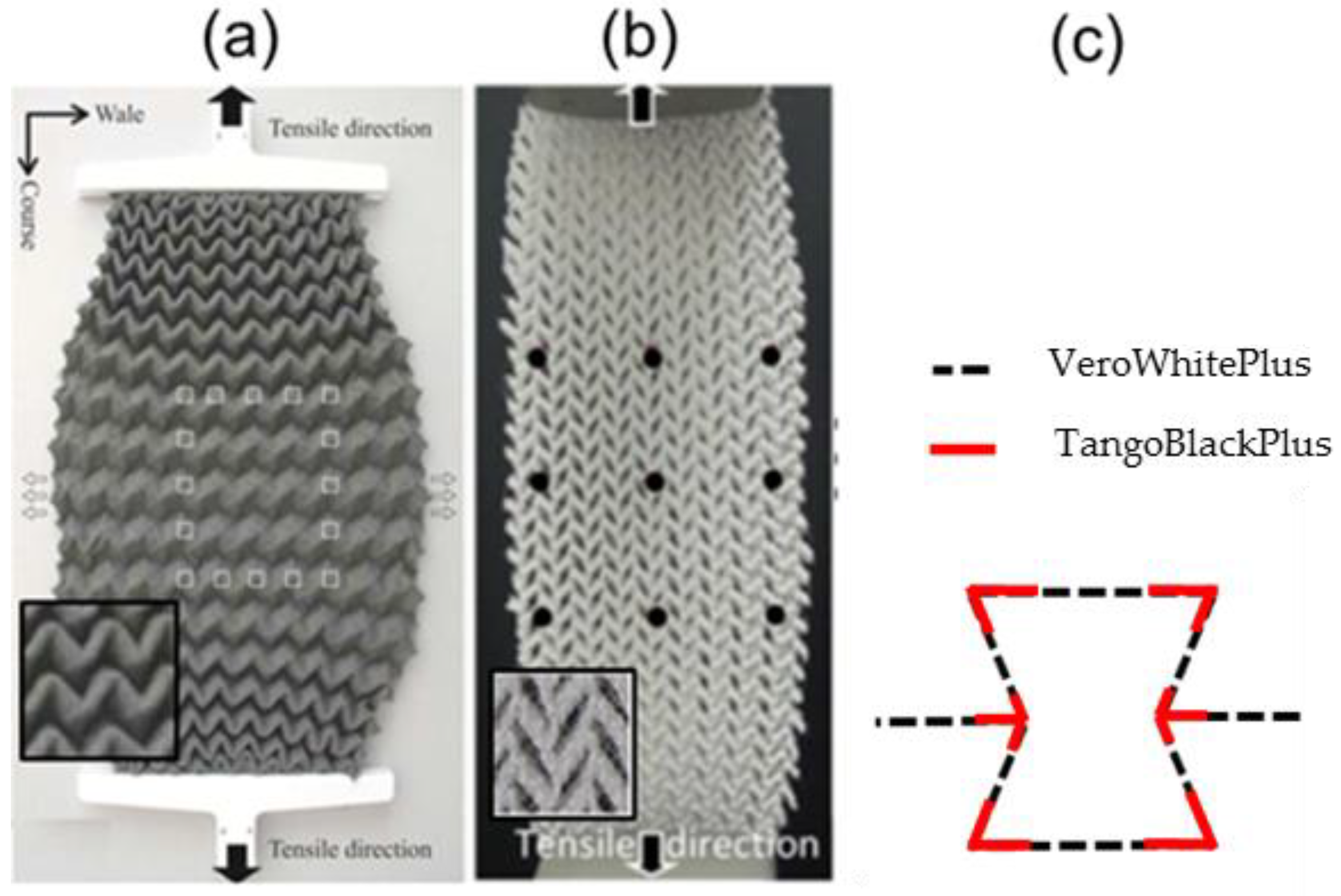
33]. Newly developed 3D auxetic textile composites exhibit lower peak forces than their conventional counterpart under 12 to 25 J impacts [
5]. In helical yarns, a wrap angle of 27° gave the best combination of Poisson’s ratio and stiffness for energy absorption [
209] during 7 to 65 J impacts.
Honeycomb sandwich panels with auxetic cores were found to resist ballistic impacts better than regular or rectangular cores [
303], and absorb more impact energy when the re-entrant cell structure was non-uniform [
304]. Laminated composites containing warp knit auxetic Kevlar
® fabric reinforcement, under 167 m/s impact with a 14.9 g bullet (~200 J), showed similar energy absorption to laminates containing conventional woven Kevlar
® reinforcement [
305,
306]. The auxetic Kevlar
® laminates, however, displayed enhancements in fracture toughness (225%) and fracture initiation toughness (577%), and a reduction in front and rear face damage area [
305,
306]. Auxetic composite laminates displayed reduced back face damage during 7–18 J impacts by a stud [
32,
307,
308]. Auxetic composite laminates could, therefore, improve the durability of protective shells in PPE and other sports equipment (i.e., bicycle frames or boat hulls).
Related to energy absorption, auxetic foams have been tested for vibration dam** (to ISO 13753 for vibration protecting gloves [
309]). At low frequencies (<10 Hz), auxetic foam exhibited lower transmissibility than iso-volume open cell samples made from the parent foam and iso-density uni-axially compressed samples [
193]. Auxetic foam had a lower cut off frequency than its parent foam [
310]. The transmissibility of auxetic samples was greater than 1 between 10 and 31.5 Hz, but less than 1 over 31.5 Hz [
183], equivalent to commercial anti-vibration gloves. Auxetic foams also fatigued uniquely, with higher permanent compression than their parent foam and a general increase (as opposed to the conventional foam’s decrease) in measured hardness after 80,000 cycles up to ~120 N (150 mm sided cubic samples) [
311].
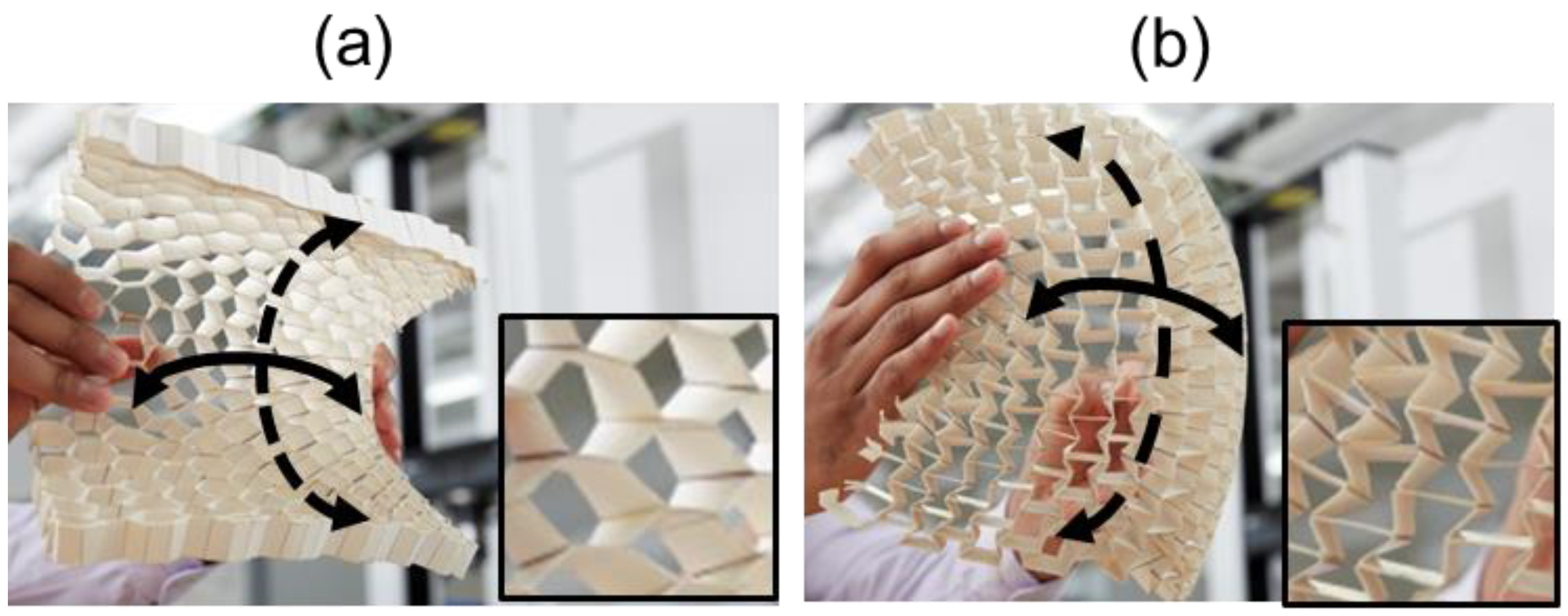
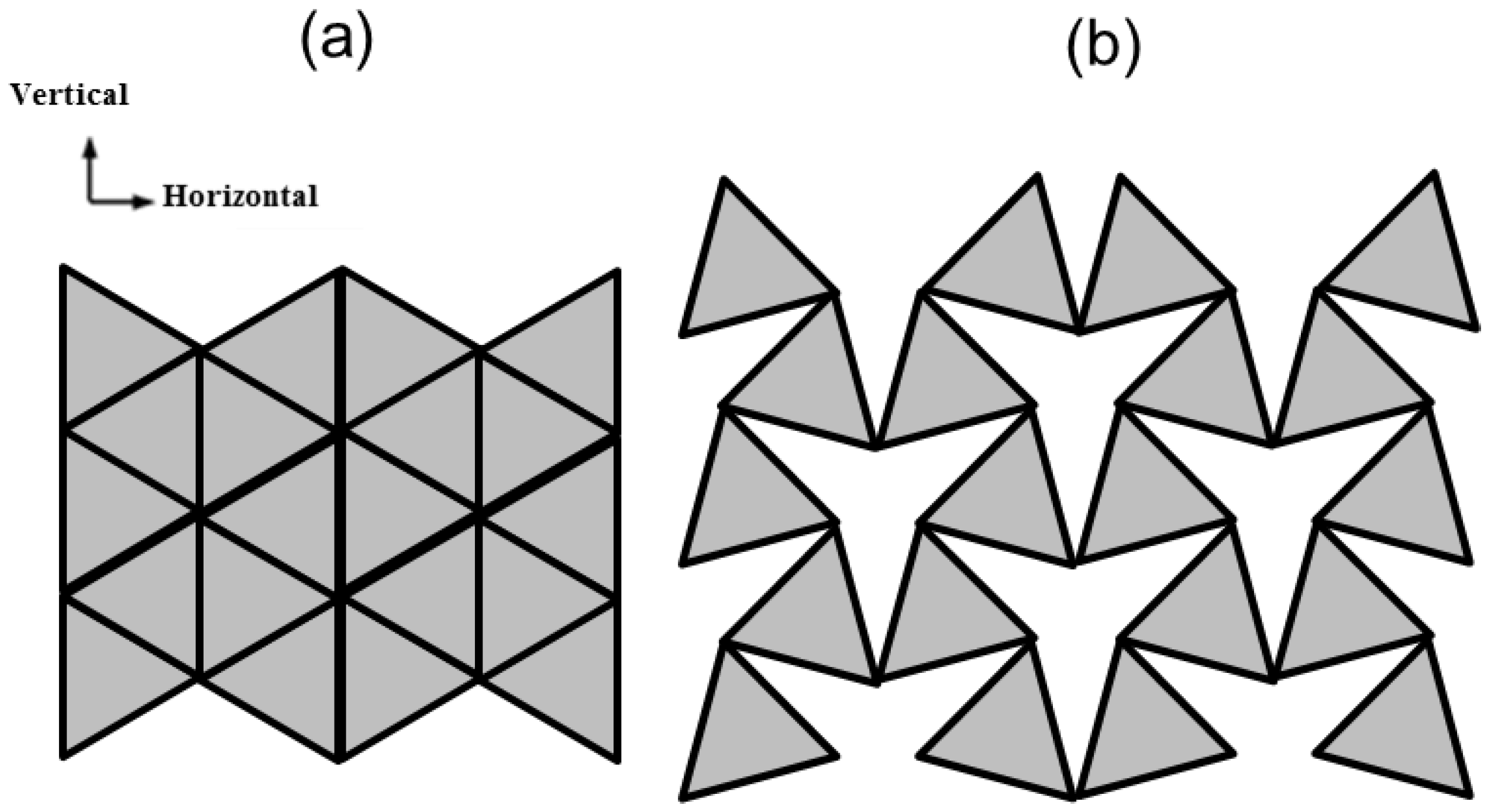
Curvature of a beam or plate subject to an out-of-plane moment is related to Poisson’s ratio [
9,
312]. Sheets with a positive Poisson’s ratio will adopt a saddled shape (anticlastic curvature,
Figure 8a) and those with NPR will dome (synclastic curvature,
Figure 8b). Doming is caused by axial (due to loading) and lateral (due to Poisson’s ratio) extension on the upper surface combined with equivalent contractions on the lower surface. Conventional materials will contract laterally on the upper surface and expand laterally on the lower surface.
Synclastic curvature has been observed in auxetic foam [
9], analysed in detail in sandwich structures with an auxetic honeycomb core and auxetic laminate skins [
312] and demonstrated by FEM [
37,
313] and experimentally using a simple paper model [
37]. Auxetic fabric can conform around a spherical surface [
36]. Deformation shape could be complicated to predict in nonlinear and often inhomogeneous auxetic foams [
4]. Bespoke complex curvatures are achievable for gradient honeycombs displaying conventional and NPR regions when subject to an out-of-plane moment [
314].
Some auxetic PU foam samples have been shown to exhibit shape memory, meaning they return to their original dimensions when heated [
315] or exposed to solvents [
196]. Shape memory auxetic foams investigated by heating in an oven returned rapidly towards their original dimensions when the temperature reached 90 °C. Samples had reached their original dimensions by the time the oven reached the original fabrication temperature of 135 °C.
Marginally re-entrant structures with NPR which exhibit partially blocked shape memory have been fabricated [
195]. The fabrication process included numerous cycles of thermo-mechanical fabrication followed by reheating to return samples towards their original state. Auxetic behaviour was found in ‘returned’ samples from the third returned stage onwards, and has been attributed to the presence of kinked or corrugated ribs. Clearly shape memory could be detrimental in terms of sport safety equipment, as pads could be changed irreparably when exposed to heat or solvents (i.e., when machine washed or dried). Blocking shape memory [
195] or investigating solutions to prevent a return to original dimensions (such as constraining auxetic foam in an outer textile/shell layer) could improve a product’s lifecycle.
Several characteristics change in the auxetic foam fabrication process, including Poisson’s ratio, stress/strain relationships and density [
3,
4,
8,
9,
23,
185,
190,
316]. So, during comparative impact tests between auxetic and parent foam [
2,
3,
4,
7,
8,
33,
204,
316], the specific contribution of individual characteristics, including Poisson’s ratio, can be difficult to determine, and unambiguous experimental verification of theoretical enhancements due to the NPR requires further work. The same can be said for other studies into auxetic foam, including those into vibration dam** [
183,
193], resilience/strength [
317] and energy absorption [
37].
Comparing results from scientific literature suggests that the compressive Young’s modulus (30 to 50 kPa) of auxetic open-cell PU foams [
3,
4,
118,
185,
316] is typically more than twenty times lower than that of the closed cell foams often found in sporting PPE (~1 MPa) [
43,
47,
48,
49,
52]. Such a large reduction in stiffness suggests that the two materials are not comparable and stiffer auxetic foam is required for sporting PPE. The enhancements provided by NPR (e.g., indentation resistance) might allow for some reduction in stiffness, but to absorb an equivalent amount of energy to current sporting PPE, current auxetic foam would need a contribution from having NPR that would increase energy absorption by ~twenty times. The largest reported increase in energy absorption for auxetic vs. conventional foam is sixteen times during dynamic cyclic tests [
300], but increases of ~three times are more common in single impacts/compressions [
8,
33,
204]. Crash mats are typically softer than PPE (~50 kPa [
59]) and (due to their extensive variety of possible applications and impact scenarios) could benefit from the increased energy absorption and indentation resistance associated with auxetic foams [
7]. The authors are not aware of any publications specifically comparing impacts or indentations of auxetic foam to foam typically found in sports PE and PPE.
6. Conclusions
In a competitive, rapid uptake market such as sports equipment, it is important to keep searching for new and improved designs and materials. With frequent, catastrophic high-profile injuries and scandals (particularly involving head injury) the importance of improvement increases. The chance to increase market revenue, while reducing costs to health services, national economies and burdens on injured individuals, warrants continued research through commercial and state investment.
Auxetics have a wide range of potentially useful characteristics, including increased indentation resistance, vibration dam** and shear modulus as well as decreased bulk modulus. These have been shown using auxetic foam compared to its parent foam and iso-density conventional foams. Further experimental comparisons of auxetic and conventional foam’s indentation resistance, impact force attenuation and vibration dam** are required to determine contributions from other variables, such as elastic modulus and density, to clearly identify the contribution due to Poisson’s ratio.
The creation of auxetic foams appropriate and beneficial to sporting goods will require development of fabrication processes, especially for larger samples. Fabricating samples with comparative characteristics (e.g., Young’s modulus and density) is also required to show the NPR’s benefits (i.e., to indentation resistance). The solvent and CO2 softening routes provide alternative and, in the latter case, faster auxetic foam fabrication. Increasing the stiffness of auxetic foam closer to the closed cell foam found in sporting PPE or ensuring that impact energy absorption is equivalent or higher is an important step for commercialisation. With dynamic energy absorption reported up to sixteen times greater in auxetic foams some reduction in stiffness is likely acceptable, but requires confirmation by appropriate testing. AM presents an alternative for the creation of auxetic cellular solids with bespoke properties. There is increasing confidence, then, that commercial auxetic foam production will be achievable, either by AM or by improved fabrication methods from open cell foams. Commercially available auxetic foam would improve access, allowing more sport safety equipment manufacturers to design, test and evaluate auxetic prototypes.
Another option to increase auxetic materials range of moduli and impact force attenuation is combining materials. Auxetic foam’s impact force attenuation increased up to ~1.5 times when supported by shear thickening fluid. Enhancing the characteristics of auxetic fabrics and textiles by combining with a conventional, gradient or auxetic material could facilitate the production of sports garments and performance apparel that deforms with the wearer and attenuates impact forces. Combining conventional and auxetic sections of honeycombs in gradient sandwich structures increases bending stiffness close to transitions. Snowboards, skis, tennis rackets and hockey sticks (to name a few) use conventional sandwich structures, and could benefit from increased rigidity or equivalent rigidity and lower mass.
The more obvious characteristics of auxetic materials that are backed up with strong supporting evidence (multi axis expansion and domed curvature) have been implemented as auxetic foam and AM materials into sporting footwear and helmet pad products. Commercial success for auxetic sporting PPE requires stronger supporting evidence that responds to trends accurately re-creating infield collisions and falls. Other auxetic materials such as laminates and knitted/woven fabrics that exhibit characteristics including increased fracture toughness and, potentially, tailorable shape change, are currently untested for sports applications within the peer-reviewed scientific literature. Unlike auxetic foam production, the fabrication of auxetic composite laminates and many of the auxetic fabrics is via established commercial processes, requiring little or no modification. With further development and testing auxetic laminates and fabrics could be applied to a range of sporting products, from carbon fibre reinforced composite bicycle frames to swim suits or rugby tops that deform with the movements of the wearer.

 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








