
Nano-Additive Manufacturing and Non-Destructive Testing of Nanocomposites

Abstract
:1. Introduction
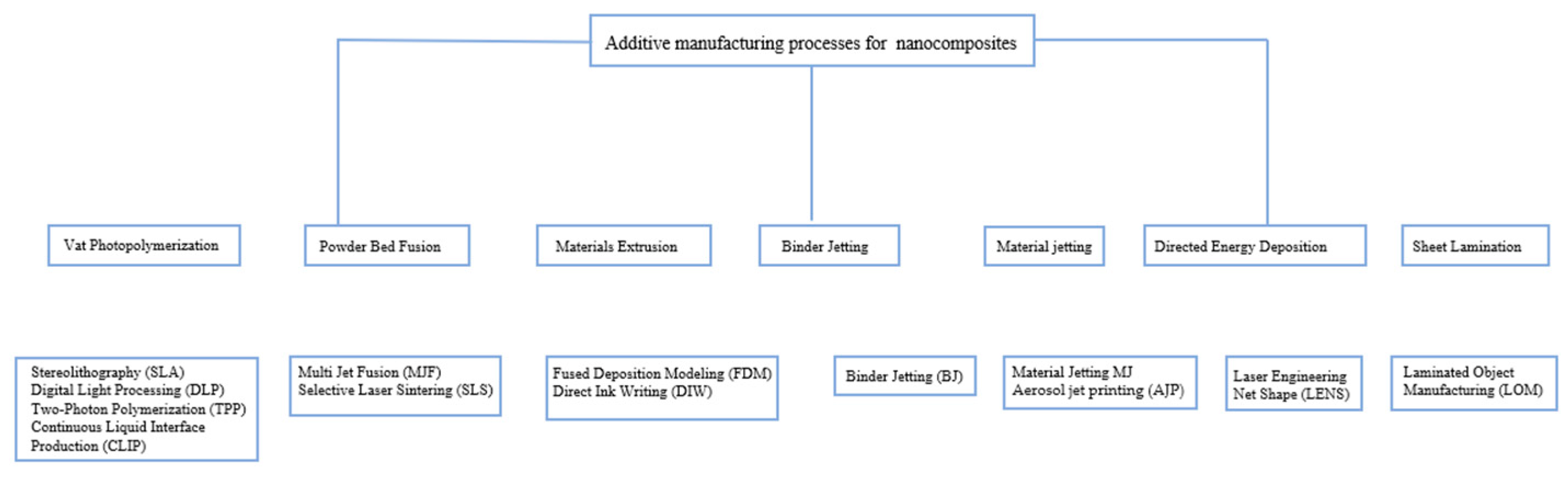
2. Nanocomposite Additive Manufacturing Technology
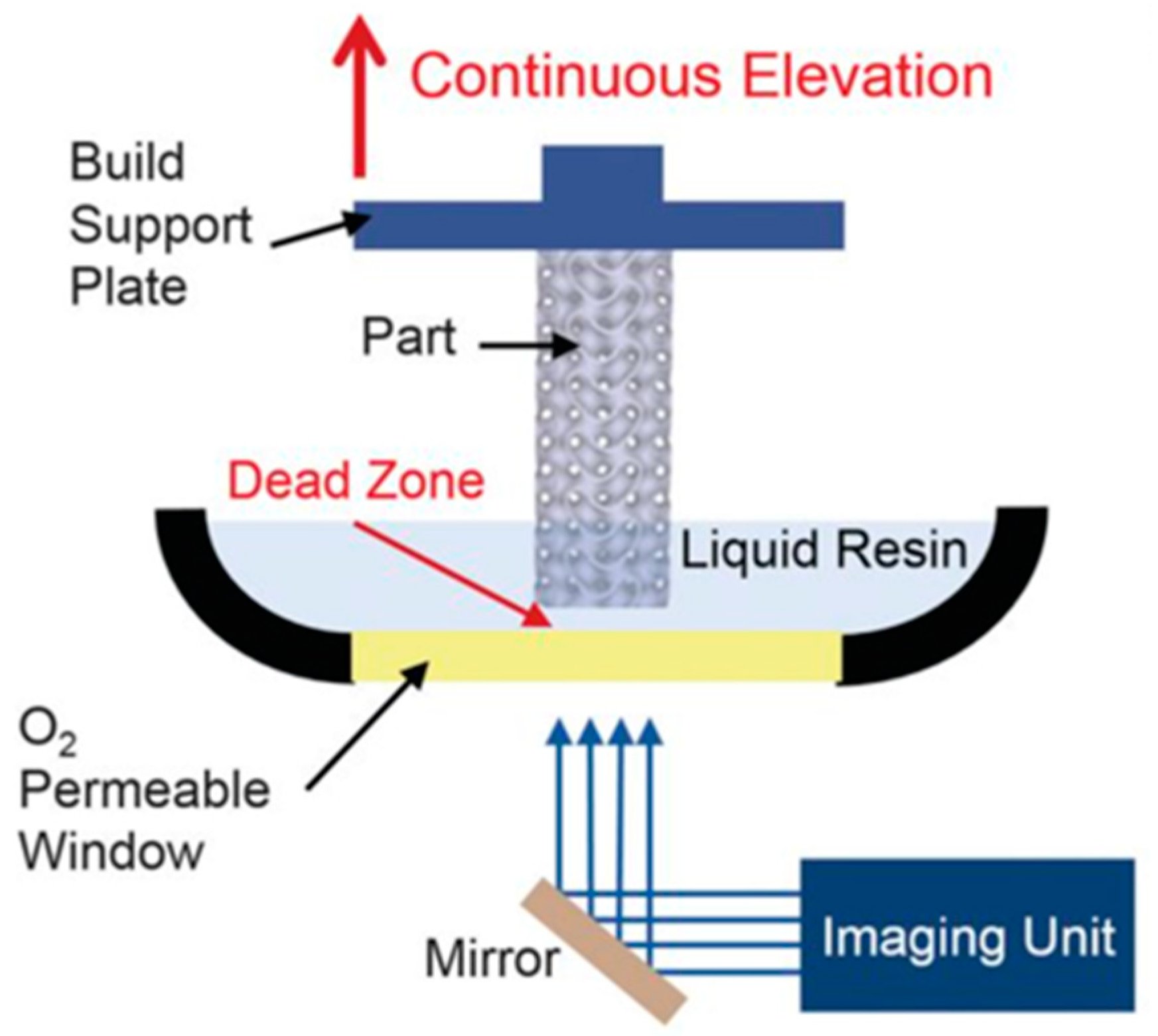
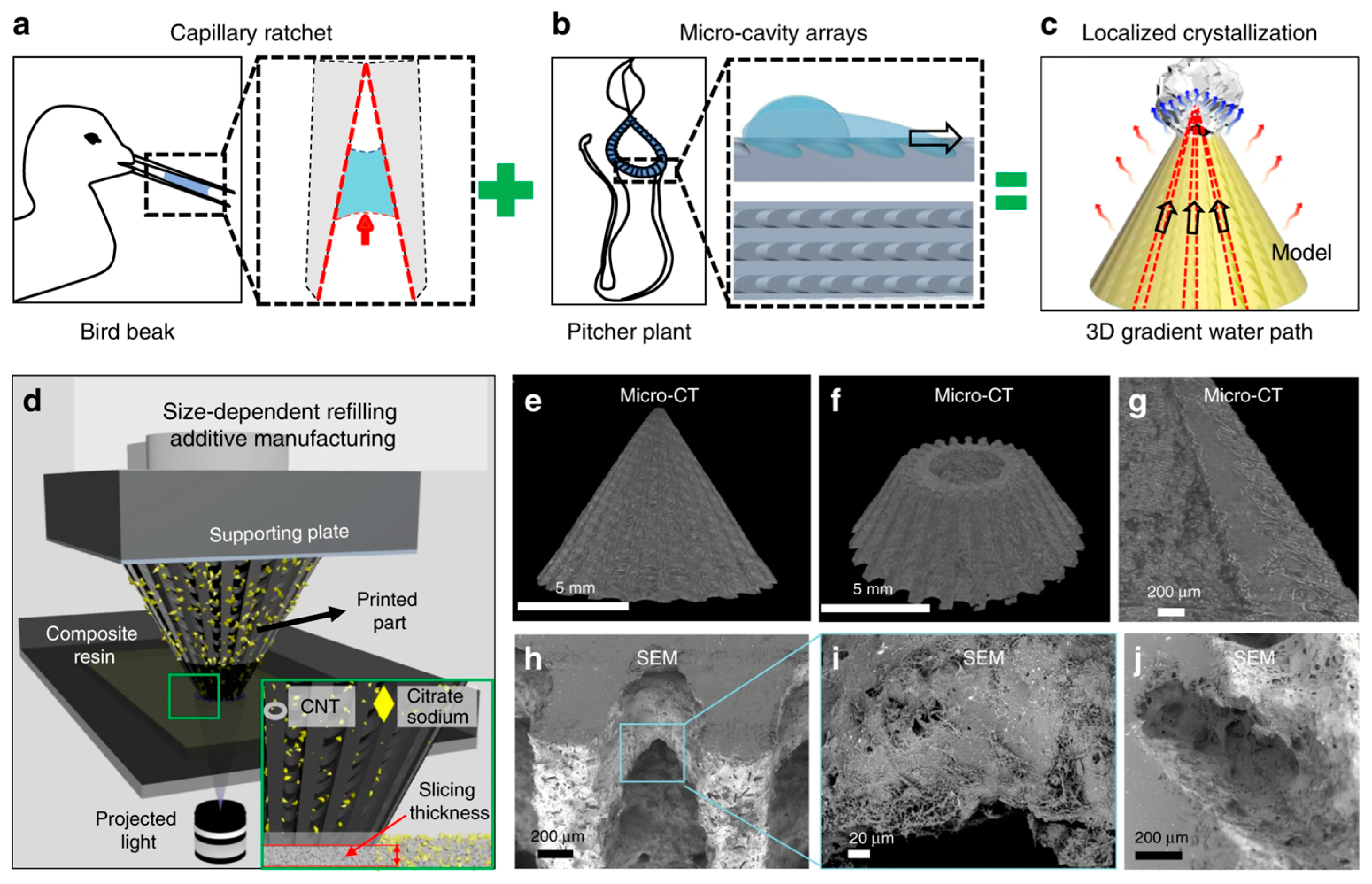
2.1. Vat Photopolymerization
2.2. Materials Extrusion
2.2.1. FDM
2.2.2. DIW
2.3. Powder Bed Fusion
2.3.1. SLS
2.3.2. Multi Jet Fusion
2.4. Binder Jetting
2.5. Material Jetting
2.5.1. Inkjet
2.5.2. Aerosol Jet Printing
3. Non-Destructive Testing
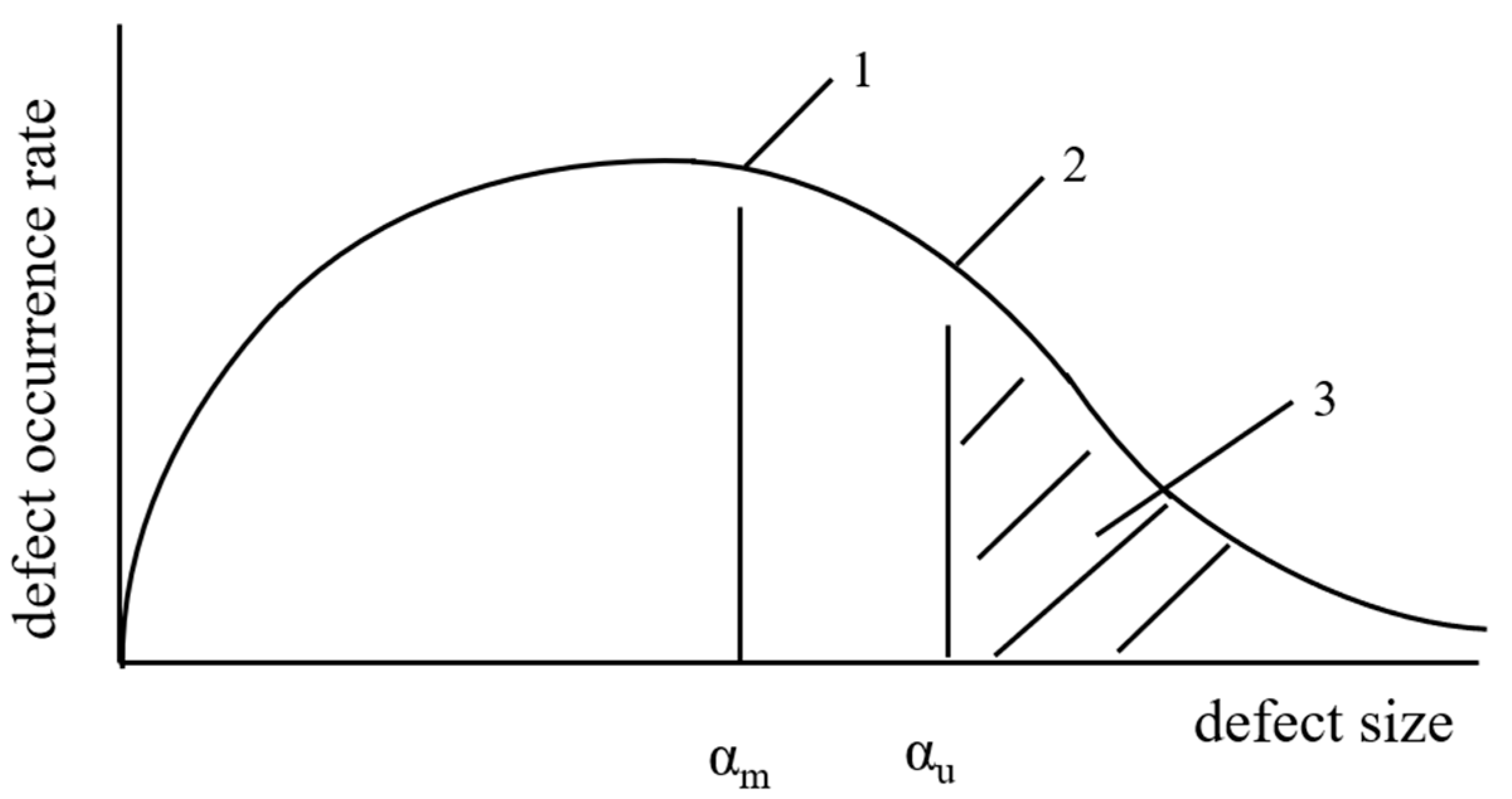
- Porosity: Porosity is the presence of voids or air pockets in nanocomposites. Pneumatic holes are the most common defects in the forming process of additive manufacturing, and their sizes are mostly in the range of tens of micrometers to hundreds of micrometers, and they are randomly distributed within the parts, either in a single form or densely populated with multiple pneumatic holes. These voids weaken the structural integrity of the part and affect its mechanical properties. The introduction of nanoparticles often results in an increase in localized porosity due to nanoparticle agglomeration.
- Delamination, cracking: Delamination occurs when there is a separation or delamination due to poor interlayer bonding or high thermal stresses between different printed layers during the printing process of additive manufacturing samples. The size of such defects is usually large, with dimensions up to the millimeter scale. Often the introduction of ceramic nanoparticles with their high light absorption and refractive properties usually leads to increased delamination and cracking.
- War**: War** is the deformation or distortion of a printed part, usually caused by uneven cooling or residual stresses within the nanocomposite. War** can lead to dimensional inaccuracies and affect the overall functionality of the part 6.
- Inconsistent material distribution: Dispersion or uneven distribution of nanoparticles in nanocomposites can lead to changes in material properties and performance. This can affect the overall quality and functionality of the printed part.
- Surface roughness: Poor surface finish or roughness may result from improper control of printing parameters or improper post-processing techniques. Surface roughness can affect the aesthetics and functionality of the part.
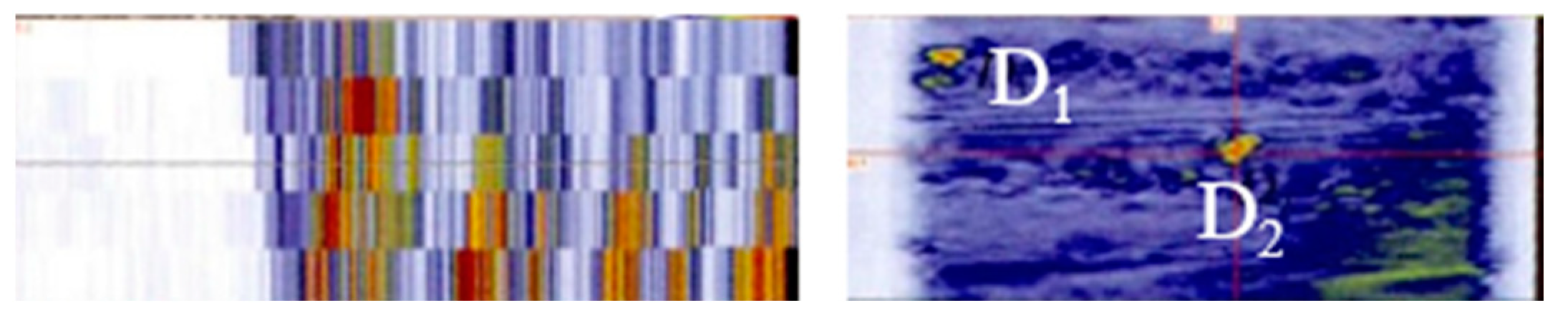
3.1. Ultrasonic Phased Array Technology
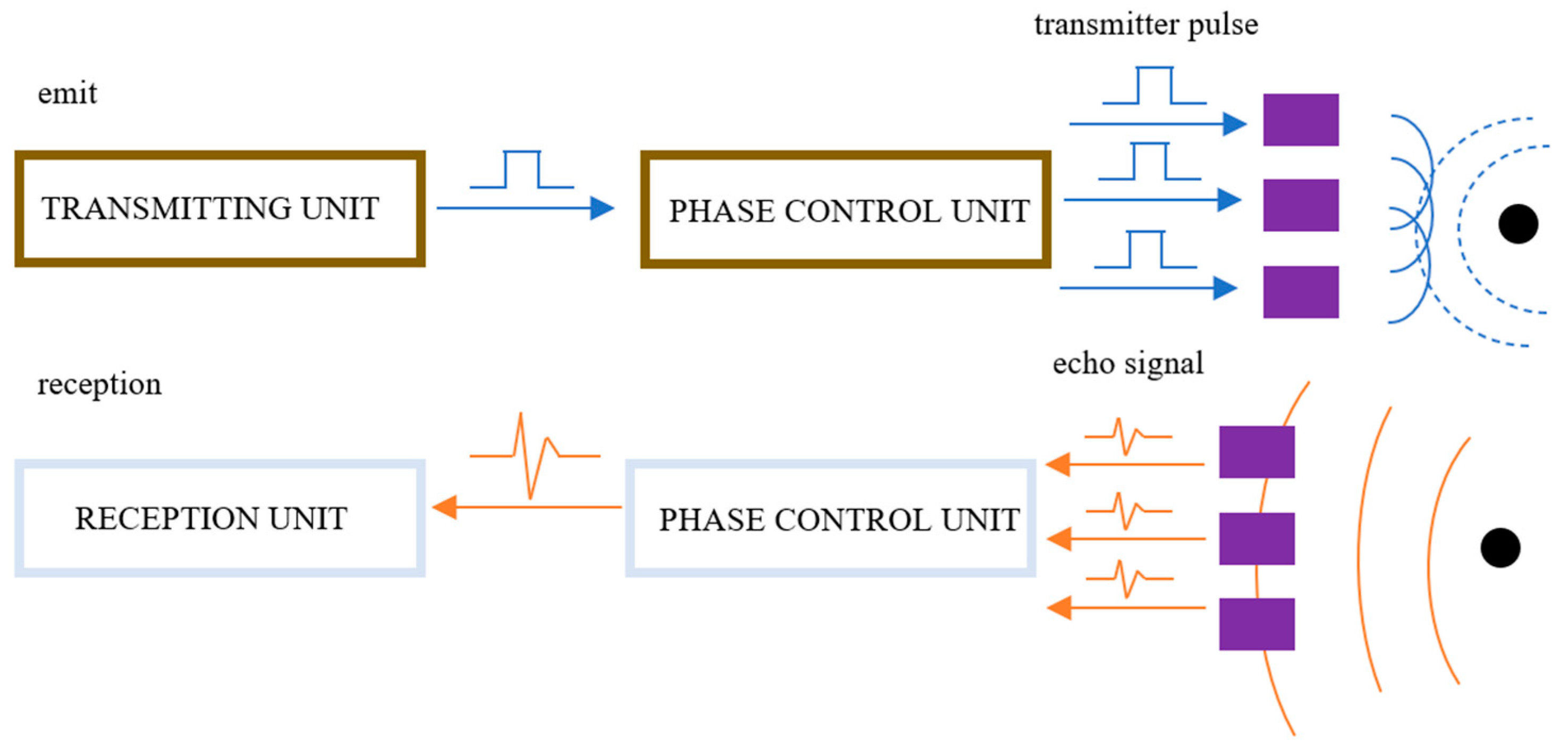
3.1.1. Ultrasonic Phased Array Detection Principle Overview
3.1.2. Application of Ultrasonic Phased Array in the Inspection of Additive Manufacturing Parts
3.1.3. Future Advantages of Ultrasonic Phased Array Full Matrix Focusing Technology
- Simplified setting of detection parameters and operation processes, making it easier to use.
- The ability to complete multiple detection tasks (multi-angle, multi-focus) with a single probe sweep, improving efficiency.
- High resolution can be achieved, allowing for detailed defect detection.
- The detection effect is not affected by the orientation of defects, providing consistent and reliable results.
- The signal-to-noise ratio is superior to conventional ultrasonic phased array inspection, resulting in clearer and more accurate detection.
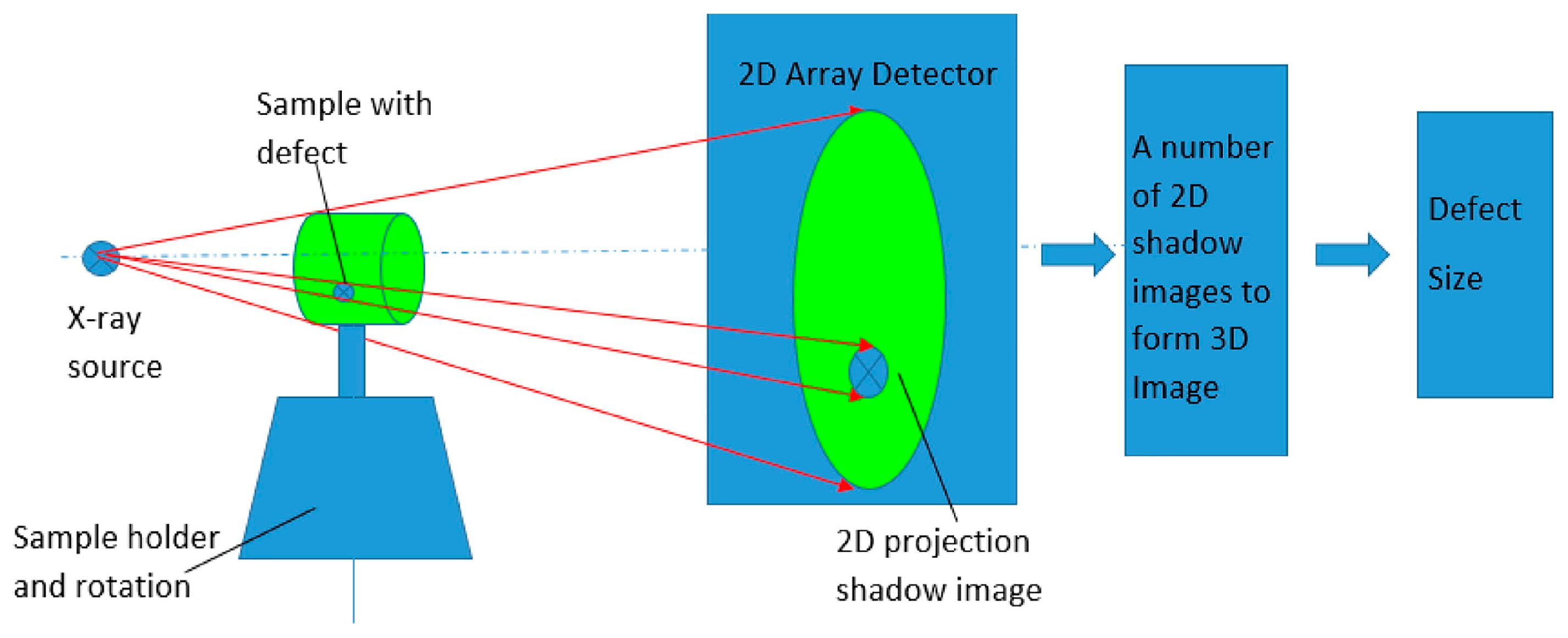
3.2. CT Detection Technology
3.2.1. CT Introduction

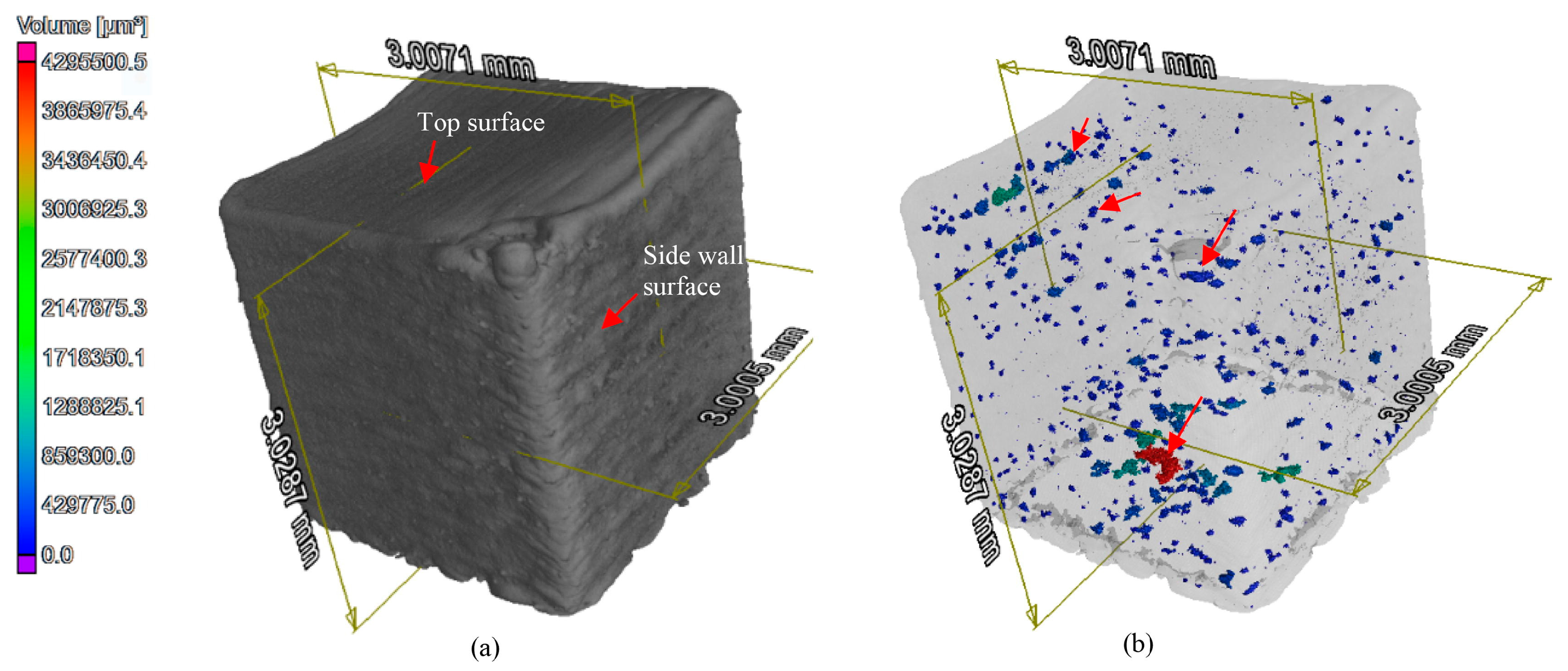
3.2.2. Application of CT Inspection Technology in Defect Detection
3.2.3. Application of CT Inspection Technology in Molding Size Inspection
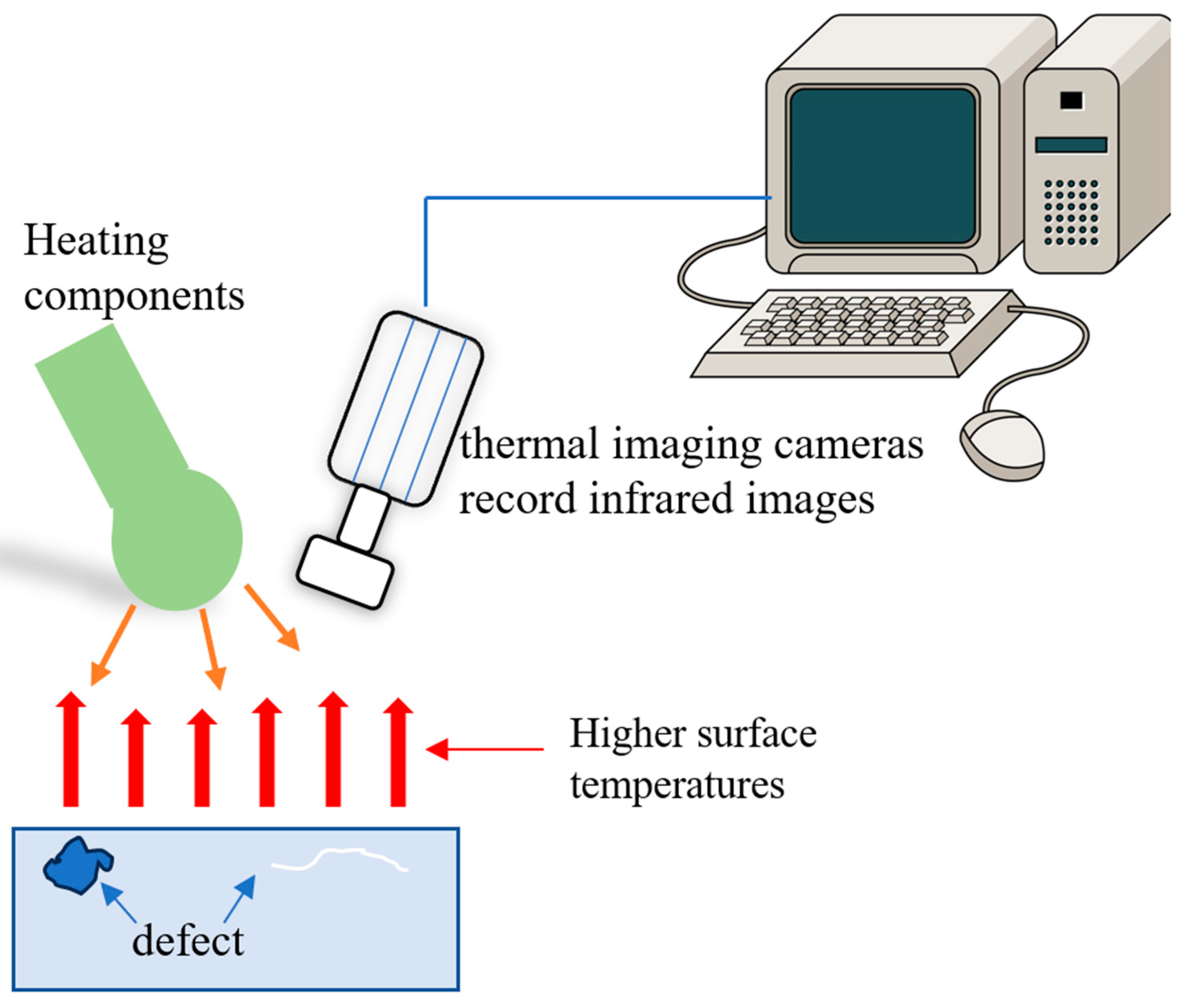
3.3. Infrared Thermal Image Detection Technology
4. Discussion and Future Trends
- Research on the basic problems of the additive manufacturing process: There are still many fundamental issues in the additive manufacturing of nanocomposites that need to be addressed, such as the effects of nanoparticles on light scattering and absorption in SLA processes. Subsequently, it is also necessary to characterize the defects of the products through nondestructive testing, and construct the map** relationship of process parameters–microstructure–property.
- Application research of new NDT technology: With the development of nanocomposite additive manufacturing parts in the direction of refinement and complexity, it is difficult to meet the requirements of traditional NDT methods. Therefore, more research should be conducted on the application of new NDT techniques, such as ultrasonic phase control and high-resolution CT.
- Online inspection method research: Online inspection of additive manufacturing parts is one of the key development directions for the future. Currently, exploratory research has been conducted on online inspection technology of additive manufacturing parts, but there is still a gap from practical application. In-depth research is needed in infrared thermal imaging, optical imaging, laser ultrasound, and other online inspection methods to enable real-time monitoring of products and improve efficiency.
- Research on online inspection methods: Online inspection of additively manufactured parts is one of the key development directions in the future. At present, exploratory research has been carried out on the online inspection technology of additive manufacturing parts, but there is still a gap from practical application. At present, methods such as infrared detection and other methods to achieve the analysis of nanocomposites such as pores and other defects of its resolution have to be further improved, and, at the same time, it is necessary to conduct in-depth research on infrared thermography, optical imaging, laser ultrasound and other online inspection methods to achieve real-time monitoring of the product and to improve the efficiency of the work.
- The establishment and improvement of non-destructive testing method standards: Currently, there is no established non-destructive testing standard system for nanocomposite additive manufacturing parts. This lack of standards hinders the wide application of additive manufacturing parts. Therefore, the establishment and improvement of non-destructive testing method standards will also be one of the key development directions in the future.
5. Summary
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Huang, Y.; Leu, M.C.; Mazumder, J.; Donmez, A. Additive Manufacturing: Current State, Future Potential, Gaps and Needs, and Recommendations. J. Manuf. Sci. Eng. 2015, 137, 014001. [Google Scholar] [CrossRef]
- Alimardani, M.; Toyserkani, E.; Huissoon, J.P. Three-dimensional numerical approach for geometrical prediction of multilayer laser solid freeform fabrication process. J. Laser Appl. 2007, 19, 14–25. [Google Scholar] [CrossRef]
- Yakovlev, A.; Trunova, E.; Grevey, D.; Pilloz, M.; Smurov, I. Laser-assisted direct manufacturing of functionally graded 3D objects. Surf. Coat. Technol. 2005, 190, 15–24. [Google Scholar] [CrossRef]
- Stansbury, J.W.; Idacavage, M.J. 3D printing with polymers: Challenges among expanding options and opportunities. Dent. Mater. 2016, 32, 54–64. [Google Scholar] [CrossRef]
- Chua, C.K.; Chou, S.M.; Wong, T.S. A study of the state-of-the-art rapid prototy** technologies. Int. J. Adv. Manuf. Technol. 1998, 14, 146–152. [Google Scholar] [CrossRef]
- Berti, G.; D’Angelo, L.; Gatto, A.; Iuliano, L. Mechanical characterisation of PA-Al2O3 composites obtained by selective laser sintering. Rapid Prototyp. J. 2010, 16, 124–129. [Google Scholar] [CrossRef]
- Salmoria, G.V.; Paggi, R.A.; Lago, A.; Beal, V.E. Microstructural and mechanical characterization of PA12/MWCNTs nanocomposite manufactured by selective laser sintering. Polym. Test. 2011, 30, 611–615. [Google Scholar] [CrossRef]
- Lammens, N.; Kersemans, M.; De Baere, I.; Van Paepegem, W. On the visco-elasto-plastic response of additively manufactured polyamide-12 (PA-12) through selective laser sintering. Polym. Test. 2017, 57, 149–155. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Xu, L.; Shi, Y. Preparation, characterisation and processing of carbon fibre/polyamide-12 composites for selective laser sintering. Compos. Sci. Technol. 2011, 71, 1834–1841. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Zhang, H.; Yang, Y.; Hu, K.; Liu, B.; Liu, M.; Huang, Z. Stereolithography-based additive manufacturing of lightweight and high-strength Cf/SiC ceramics. Addit. Manuf. 2020, 34, 101199. [Google Scholar] [CrossRef]
- Tang, J.; Zhang, H.; Chang, H.; Guo, X.; Wang, C.; Wei, Y.; Huang, Z.; Yang, Y. Vat photopolymerization-based additive manufacturing of high-strength RB-SiC ceramics by introducing quasi-spherical diamond. J. Eur. Ceram. Soc. 2023, 43, 5436–5445. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Dai, D.; Gu, D. Thermal behavior and densification mechanism during selective laser melting of copper matrix composites: Simulation and experiments. Mater. Des. 2014, 55, 482–491. [Google Scholar] [CrossRef]
- Jung, H.Y.; Choi, S.J.; Prashanth, K.G.; Stoica, M.; Scudino, S.; Yi, S.; Kühn, U.; Kim, D.H.; Kim, K.B.; Eckert, J. Fabrication of Fe-based bulk metallic glass by selective laser melting: A parameter study. Mater. Des. 2015, 86, 703–708. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Fatigue performance evaluation of selective laser melted Ti–6Al–4V. Mater. Sci. Eng. A 2014, 598, 327–337. [Google Scholar] [CrossRef]
- Xu, W.; Jambhulkar, S.; Zhu, Y.; Ravichandran, D.; Kakarla, M.; Vernon, B.; Lott, D.G.; Cornella, J.L.; Shefi, O.; Miquelard-Garnier, G.; et al. 3D printing for polymer/particle-based processing: A review. Compos. Part B Eng. 2021, 223, 109102. [Google Scholar] [CrossRef]
- Clarissa, W.H.-Y.; Chia, C.H.; Zakaria, S.; Evyan, Y.C.-Y. Recent advancement in 3-D printing: Nanocomposites with added functionality. Prog. Addit. Manuf. 2021, 7, 325–350. [Google Scholar] [CrossRef]
- Rebber, M.; Trommler, M.; Lokteva, I.; Ehteram, S.; Schropp, A.; König, S.; Fröba, M.; Koziej, D. Additive-Free, Gelled Nanoinks as a 3D Printing Toolbox for Hierarchically Structured Bulk Aerogels. Adv. Funct. Mater. 2022, 32, 2112914. [Google Scholar] [CrossRef]
- Saadi, M.A.S.R.; Maguire, A.; Pottackal, N.T.; Thakur, M.S.H.; Ikram, M.M.; Hart, A.J.; Ajayan, P.M.; Rahman, M.M. Direct Ink Writing: A 3D Printing Technology for Diverse Materials. Adv. Mater. 2022, 34, 2108855. [Google Scholar] [CrossRef] [PubMed]
- Zong, W.; Ouyang, Y.; Miao, Y.-E.; Liu, T.; Lai, F. Recent advances and perspectives of 3D printed micro-supercapacitors: From design to smart integrated devices. Chem. Commun. 2022, 58, 2075–2095. [Google Scholar] [CrossRef] [PubMed]
- Lee, B.J.; Hsiao, K.; Lipkowitz, G.; Samuelsen, T.; Tate, L.; DeSimone, J.M. Characterization of a 30 μm pixel size CLIP-based 3D printer and its enhancement through dynamic printing optimization. Addit. Manuf. 2022, 55, 102800. [Google Scholar] [CrossRef] [PubMed]
- Brubaker, C.D.; Davies, M.A.; McBride, J.R.; Rosenthal, S.J.; Jennings, G.K.; Adams, D.E. Nondestructive Evaluation and Detection of Defects in 3D Printed Materials Using the Optical Properties of Gold Nanoparticles. ACS Appl. Nano Mater. 2018, 1, 1377–1384. [Google Scholar] [CrossRef]
- Cizek, J.; Prochazka, I.; Morozova, O.S.; Borchers, C.; Pundt, A. Size distributions of nanoscopic holes in Ti/h-BN and Ti/B nanocomposites. J. Appl. Phys. 2010, 107, 043509. [Google Scholar] [CrossRef]
- Li, Q.; Hou, W.; Liang, J.; Zhang, C.; Li, J.; Zhou, Y.; Sun, X. Controlling the anisotropy behaviour of 3D printed ceramic cores: From intralayer particle distribution to interlayer pore evolution. Addit. Manuf. 2022, 58, 103055. [Google Scholar] [CrossRef]
- Camenzind, A.; Caseri, W.R.; Pratsinis, S.E. Flame-made nanoparticles for nanocomposites. Nano Today 2010, 5, 48–65. [Google Scholar] [CrossRef]
- Wang, H.; Koyanagi, T.; Arregui-Mena, D.J.; Katoh, Y. Anisotropic thermal diffusivity and conductivity in SiC/SiC tubes studied by infrared imaging and X-ray computed tomography. Ceram. Int. 2022, 48, 21717–21727. [Google Scholar] [CrossRef]
- Arai, Y.; Inoue, R. Detection of small delamination in mullite/Si/SiC model EBC system by pulse thermography. J. Adv. Ceram. 2019, 8, 438–447. [Google Scholar] [CrossRef]
- ASTM F2792-12a Standard Terminology for Additive Manufacturing Terminolog (Withdrawn 2015). Available online: https://www.studocu.com/my/u/7356021?sid=01696684027 (accessed on 23 September 2023).
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef]
- Choi, J.S.; Kang, H.-W.; Lee, I.H.; Ko, T.J.; Cho, D.-W. Development of micro-stereolithography technology using a UV lamp and optical fiber. Int. J. Adv. Manuf. Technol. 2008, 41, 281–286. [Google Scholar] [CrossRef]
- Takaya, Y.; Maruno, K.; Michihata, M.; Mizutani, Y. Measurement of a tool wear profile using confocal fluorescence microscopy of the cutting fluid layer. CIRP Ann. 2016, 65, 467–470. [Google Scholar] [CrossRef]
- Cheah, C.M.; Nee, A.Y.C.; Fuh, J.Y.H.; Lu, L.; Choo, Y.S.; Miyazawa, T. Characteristics of photopolymeric material used in rapid prototypes Part I. Mechanical properties in the green state. J. Mater. Process. Technol. 1997, 67, 41–45. [Google Scholar] [CrossRef]
- Jacobs, P.F. Rapid Prototy** & Manufacturing: Fundamentals of Stereolithography; Society of Manufacturing Engineers: Southfield, MI, USA, 1992. [Google Scholar]
- Lipson, H.; Kurman, M. Fabricated: The New World of 3D Printing; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Tumbleston, J.R.; Shirvanyants, D.; Ermoshkin, N.; Janusziewicz, R.; Johnson, A.R.; Kelly, D.; Chen, K.; Pinschmidt, R.; Rolland, J.P.; Ermoshkin, A.V.; et al. Continuous liquid interface production of 3D objects. Science 2015, 347, 1349–1352. [Google Scholar] [CrossRef] [PubMed]
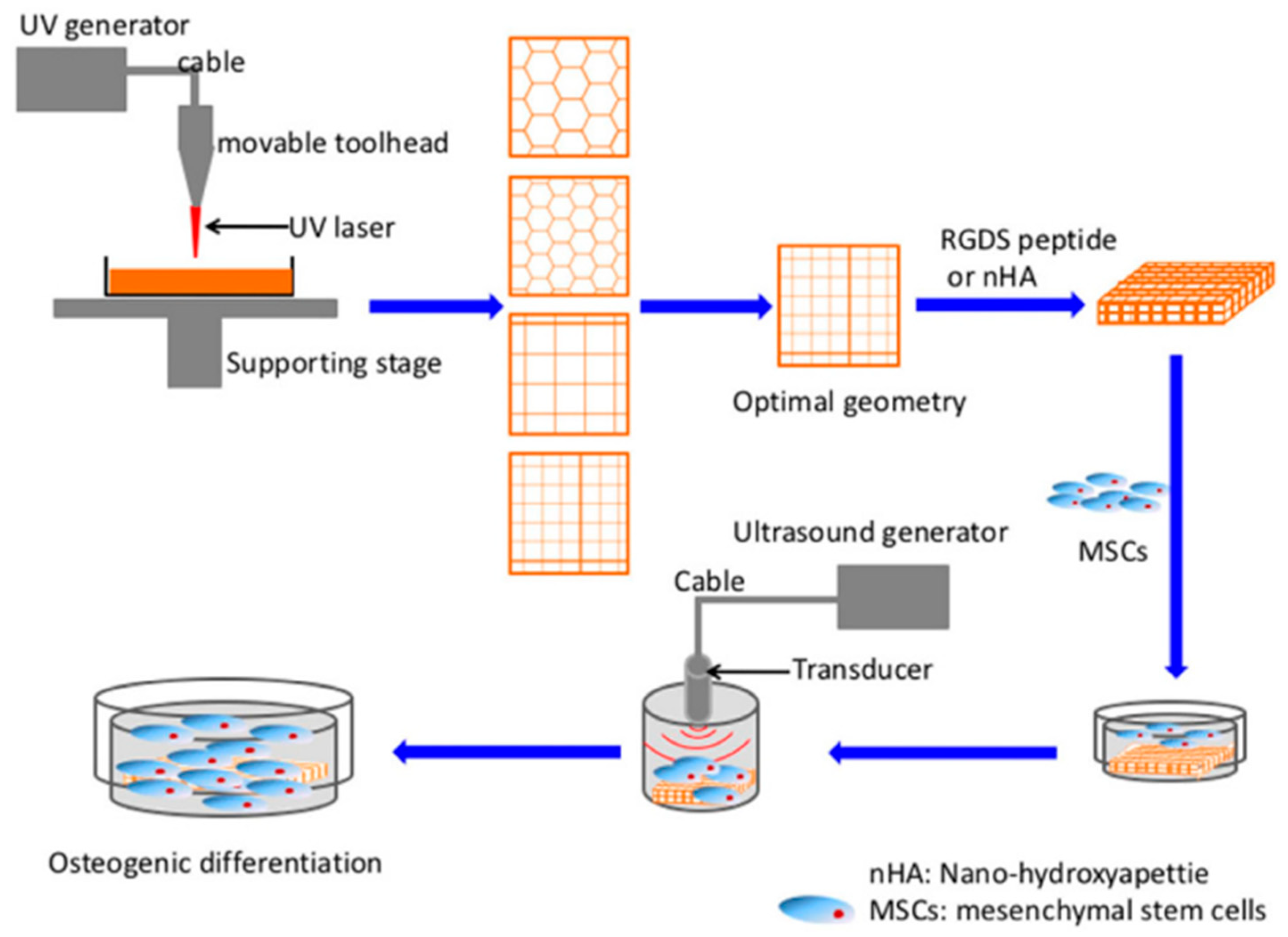
- Zhou, X.; Castro, N.J.; Zhu, W.; Cui, H.; Aliabouzar, M.; Sarkar, K.; Zhang, L.G. Improved Human Bone Marrow Mesenchymal Stem Cell Osteogenesis in 3D Bioprinted Tissue Scaffolds with Low Intensity Pulsed Ultrasound Stimulation. Sci. Rep. 2016, 6, 32876. [Google Scholar] [CrossRef]
- Feng, X.; Yang, Z.; Rostom, S.S.H.; Dadmun, M.; ** the spatial performance variability of an X-ray computed tomography inspection. NDT E Int. 2019, 107, 102127. [Google Scholar] [CrossRef]
- Wang, S.; Qu, H.; Yu, S.; Zhang, S.X. Nondestructive investigation on close and open porosity of additively manufactured parts using an X-ray computed tomography. Mater. Today Proc. 2022, 70, 124–130. [Google Scholar] [CrossRef]
- Kolb, C.G.; Zier, K.; Grager, J.-C.; Bachmann, A.; Neuwirth, T.; Schmid, S.; Haag, M.; Axtner, M.; Bayerlein, F.; Grosse, C.U.; et al. An investigation on the suitability of modern nondestructive testing methods for the inspection of specimens manufactured by laser powder bed fusion. SN Appl. Sci. 2021, 3, 713. [Google Scholar] [CrossRef]
- Adiaconitei, A.; Vintila, I.S.; Mihalache, R.; Paraschiv, A.; Frigioescu, T.F.; Popa, I.F.; Pambaguian, L. Manufacturing of Closed Impeller for Mechanically Pump Fluid Loop Systems Using Selective Laser Melting Additive Manufacturing Technology. Materials 2021, 14, 5908. [Google Scholar] [CrossRef]
- Na, J.K.; Middendorf, J.; Lander, M.; Waller, J.M.; Rauser, R.W. Nondestructive Evaluation of Programmed Defects in Ti-6Al-4V L-PBF ASTM E8-Compliant Dog-Bone Samples. In Structural Integrity of Additive Manufactured Parts; ASTM: West Conshohocken, PA, USA, 2020; pp. 206–233. [Google Scholar]
- Van Bael, S.; Kerckhofs, G.; Moesen, M.; Pyka, G.; Schrooten, J.; Kruth, J.P. Micro-CT-based improvement of geometrical and mechanical controllability of selective laser melted Ti6Al4V porous structures. Mater. Sci. Eng. A 2011, 528, 7423–7431. [Google Scholar] [CrossRef]
- Jansson, A.; Zekavat, A.R.; Pejryd, L. Measurement of internal features in additive manufactured components by the use of computed tomography. In Proceedings of the Digital Industrial Radiology and Computed Tomography (DIR 2015), Ghent, Belgium, 22–25 June 2015. [Google Scholar]
- Wu, L.; Dong, Z.; Cai, Z.; Ganapathy, T.; Fang, N.X.; Li, C.; Yu, C.; Zhang, Y.; Song, Y. Highly efficient three-dimensional solar evaporator for high salinity desalination by localized crystallization. Nat. Commun. 2020, 11, 521. [Google Scholar] [CrossRef]
- Santos, T.G.; Oliveira, J.P.; Machado, M.A.; Inácio, P.L.; Duarte, V.R.; Rodrigues, T.A.; Santos, R.A.; Simão, C.; Carvalho, M.; Martins, A.; et al. Reliability and NDT Methods. In Additive Manufacturing Hybrid Processes for Composites Systems; Torres Marques, A., Esteves, S., Pereira, J.P.T., Oliveira, L.M., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 265–295. [Google Scholar]
- Shagdyrov, B.I.; Chulkov, A.O.; Vavilov, V.P.; Kaledin, V.O.; Omar, M. Active Thermal Testing of Impact Damage in 3D-Printed Composite Materials. Russ. J. Nondestruct. Test. 2021, 56, 1083–1090. [Google Scholar] [CrossRef]
- Duo, Y.X.; Hou, D.X.; Dong, Z.W.; Ye, S.L. Non-destructive Evaluation Method for Thermal Parameters of Prismatic Li-ion Cell Using Infrared Thermography. Quant. Infrared Thermogr. J. 2023, 20, 14–24. [Google Scholar] [CrossRef]
- Kidangan, R.T.; Venkata, K.; Balasubramaniam, K. Detection of dis-bond between honeycomb and composite facesheet of an Inner Fixed Structure bond panel of a jet engine nacelle using infrared thermographic techniques. Quant. Infrared Thermogr. J. 2022, 19, 12–26. [Google Scholar] [CrossRef]
- Slaughter, A.; Yampolskiy, M.; Matthews, M.; King, W.E.; Guss, G.; Elovici, Y. How to Ensure Bad Quality in Metal Additive Manufacturing. In Proceedings of the 12th International Conference on Availability, Reliability and Security, Reggio Calabria, Italy, 29 August–1 September 2017; pp. 1–10. [Google Scholar]
- AbouelNour, Y.; Gupta, N. Assisted defect detection by in-process monitoring of additive manufacturing using optical imaging and infrared thermography. Addit. Manuf. 2023, 67, 103483. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Imaging Technology | Resolution | Non-Destructive? | Pros and Cons |
|---|---|---|---|
| X-ray Computed Tomography (XRM) | ~10 nm | Yes | Non-destructive, macroscopic (closer to real sample information), relatively low resolution |
| Focused Ion Beam (FIB) | ~0.3 nm | No | Destructive (may introduce non-realistic structures), microscopic (poor statistical representation), high resolution |
| Electron Tomography (ET) | ~0.1 nm | No | Destructive (may introduce non-realistic structures), microscopic (poor statistical representation), extremely high resolution |
| Atom Probe Tomography (APT) | ~0.1 nm | No | Destructive (may introduce non-realistic structures), microscopic (poor statistical representation), extremely high resolution |
| Nuclear Magnetic Resonance Imaging (NMR) | ~0.1 mm | Yes | Non-destructive, macroscopic (closer to real sample information), minimum resolution |
| Analysis Strategy | Resolution | Advantages | Limitations |
|---|---|---|---|
| ultrasonic testing | 0.1–1 mm | Sensitive to defects, fast results, and easy defect localization | Difficult to detect small, thin, and complex parts, need coupling agent coupling, complex shape of the structure is difficult to detect. |
| ray detection | 1 μm | It is not limited by material or geometry and maintains a permanent record. Radiographic inspection is most sensitive to volumetric defects such as porosity | Large investment in equipment; not suitable for on-site online testing, long testing period |
| infrared detection | 0.1–1 °C | Fast, intuitive, accurate. Easy to check the preparation time is short, and check the high efficiency, non-contact. Most cases do not contaminate and do not need to touch the test piece | Low detection depth and low resolution |
| magnetic particle inspection | 0.1–0.5 mm | High sensitivity for testing ferromagnetic materials, easy to operate, reliable results and intuitive display. | Limited to ferromagnetic materials, quantitative determination of defects Difficult to determine depth |
| osmosis | 0.01–0.1 mm | The principle is simple and easy to understand, the equipment is simple, easy to operate, high sensitivity. Intuitive display of defects | Complicated process, can only detect surface opening defects, can not detect the surface of porous materials |
| eddy current detection | 0.1–1 mm | High degree of automation, no need to clean the surface of the specimen, easy to check. | Sensitive to edge effects caused by part geometry, mutations, and prone to false displays |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
She, Y.; Tang, J.; Wang, C.; Wang, Z.; Huang, Z.; Yang, Y. Nano-Additive Manufacturing and Non-Destructive Testing of Nanocomposites. Nanomaterials 2023, 13, 2741. https://doi.org/10.3390/nano13202741
She Y, Tang J, Wang C, Wang Z, Huang Z, Yang Y. Nano-Additive Manufacturing and Non-Destructive Testing of Nanocomposites. Nanomaterials. 2023; 13(20):2741. https://doi.org/10.3390/nano13202741
Chicago/Turabian StyleShe, Yulong, Jie Tang, Chaoyang Wang, Zhicheng Wang, Zhengren Huang, and Yong Yang. 2023. "Nano-Additive Manufacturing and Non-Destructive Testing of Nanocomposites" Nanomaterials 13, no. 20: 2741. https://doi.org/10.3390/nano13202741